The document provides information on the casting procedure, including casting rings, ring liners, investing, burnout, and casting. Key points include:
- Casting rings are used to contain the investment around the wax pattern and come in various sizes and materials.
- Ring liners provide a buffer for investment expansion and are usually made of cellulose or ceramic materials.
- The investing procedure involves cleaning the wax pattern, mixing and applying the investment material, and allowing it to set fully.
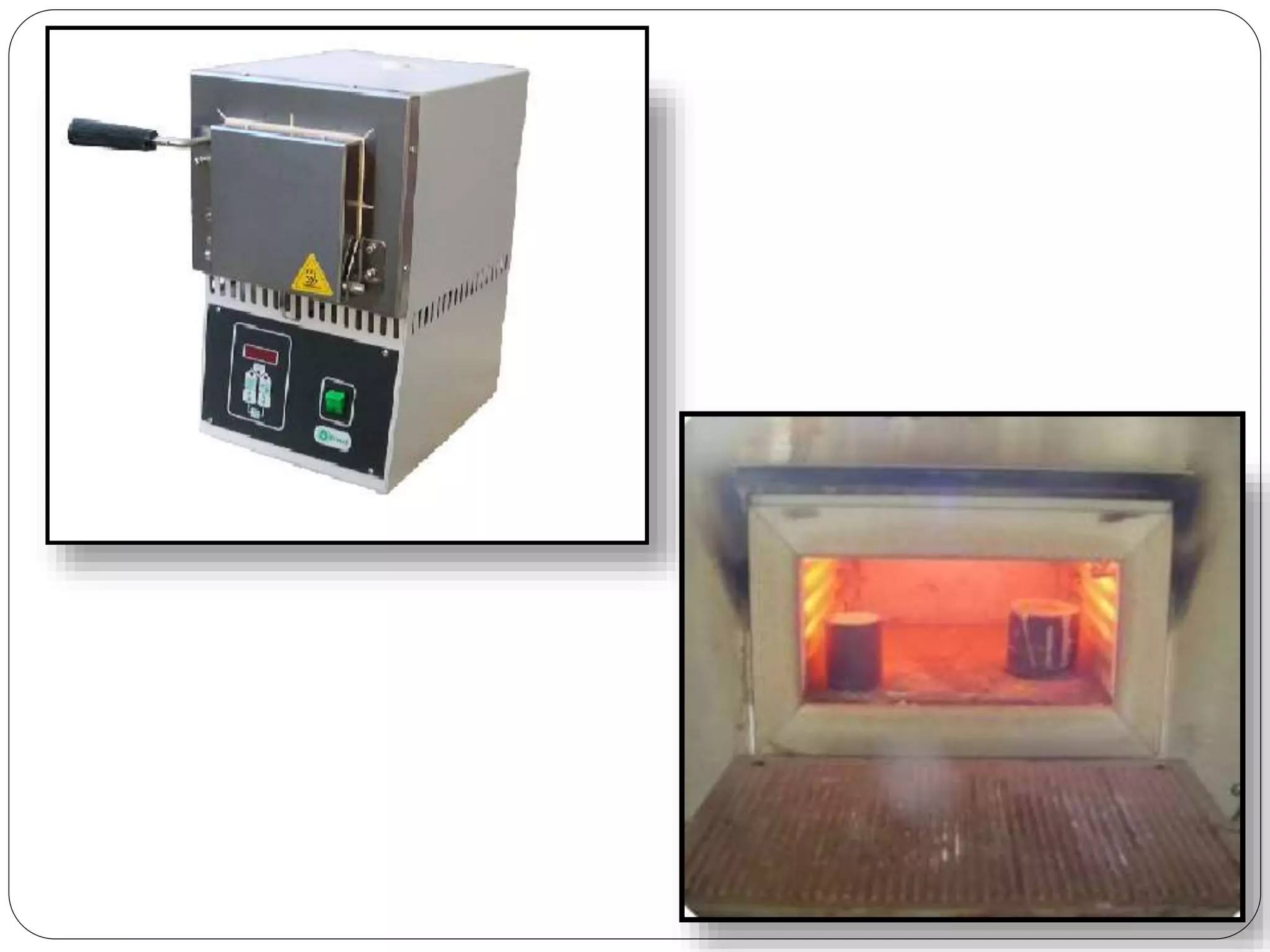
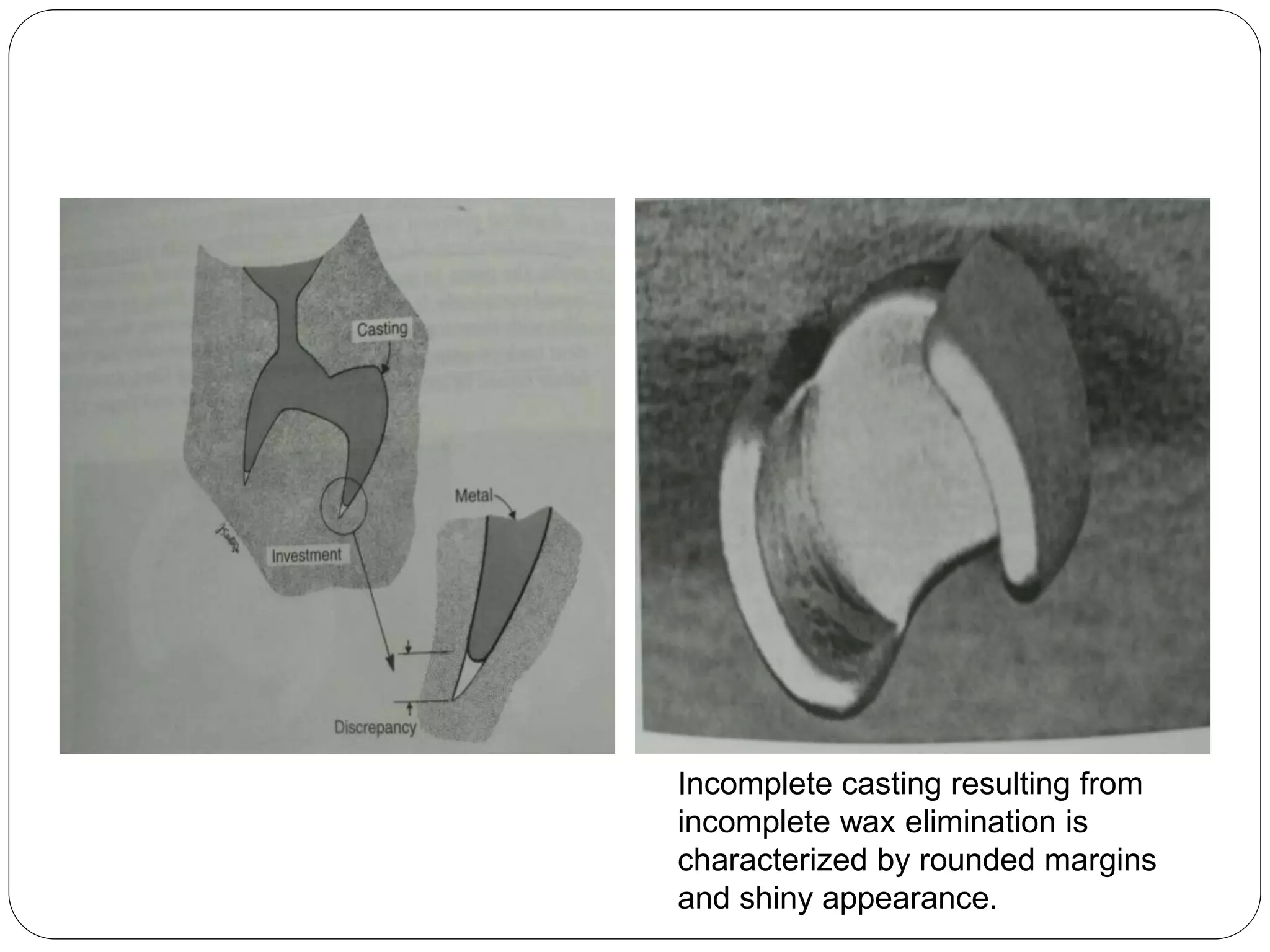
- Burnout prepares the mold by eliminating the wax pattern and allowing for thermal expansion through controlled heating to high temperatures.
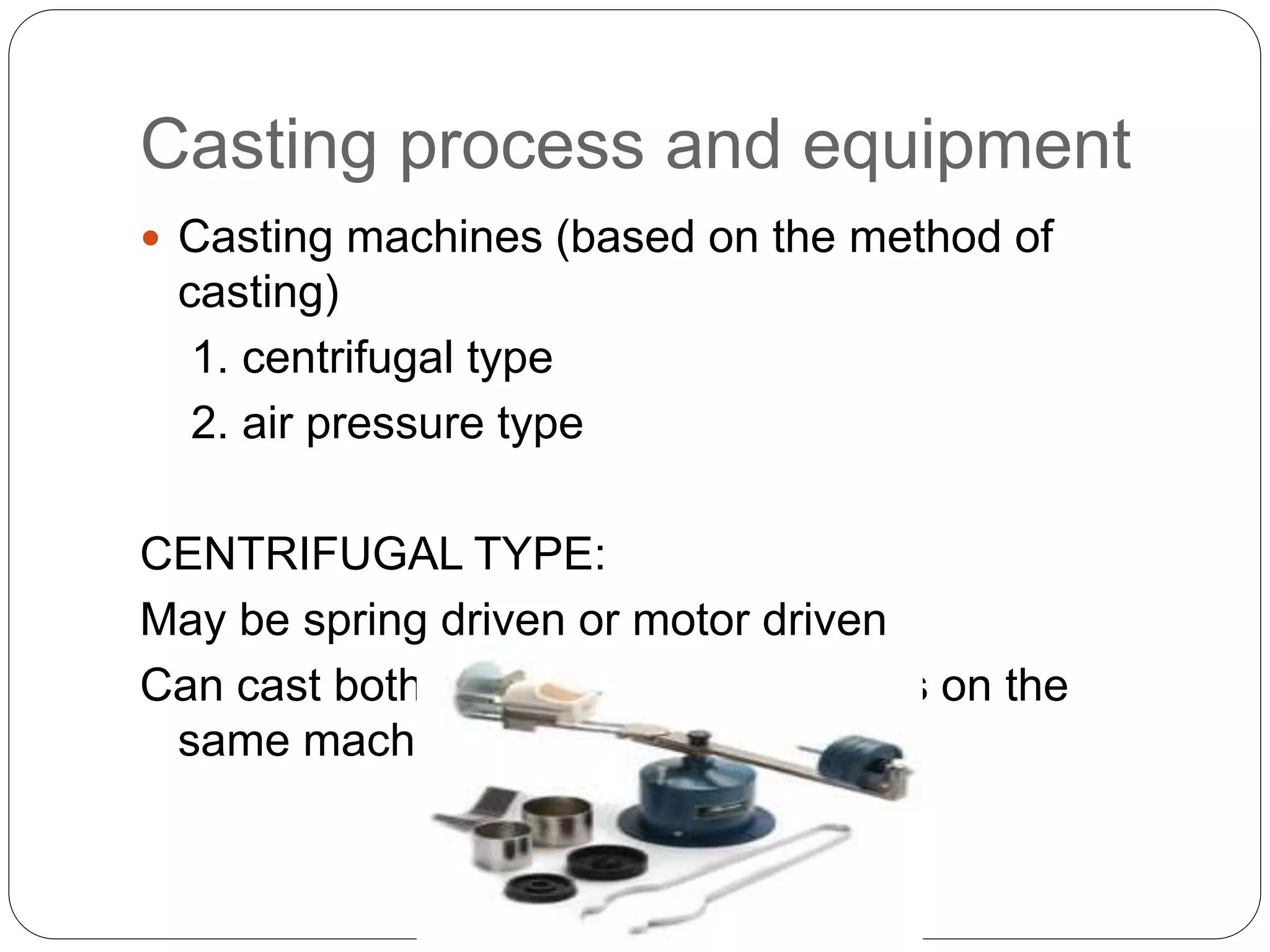
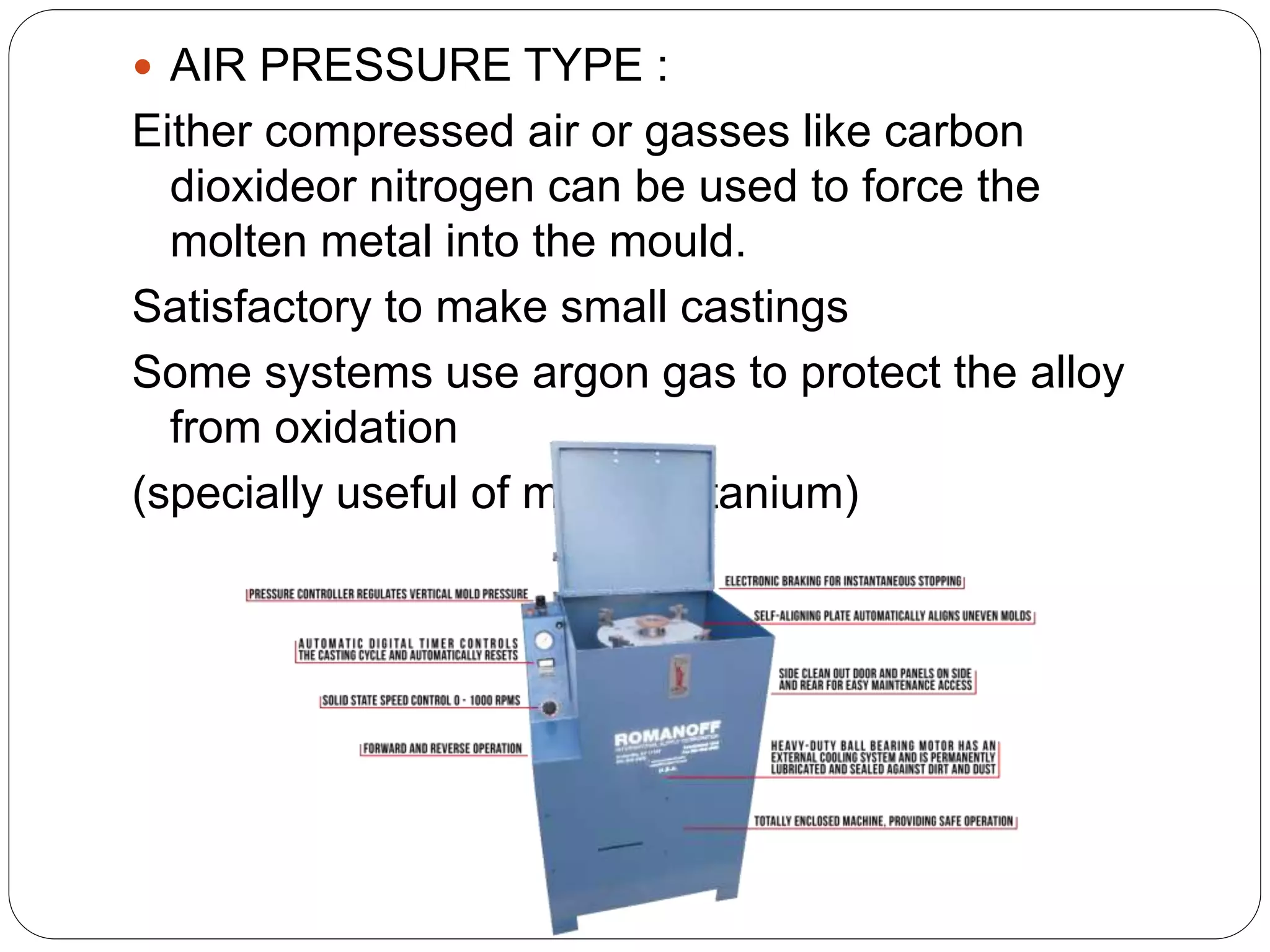
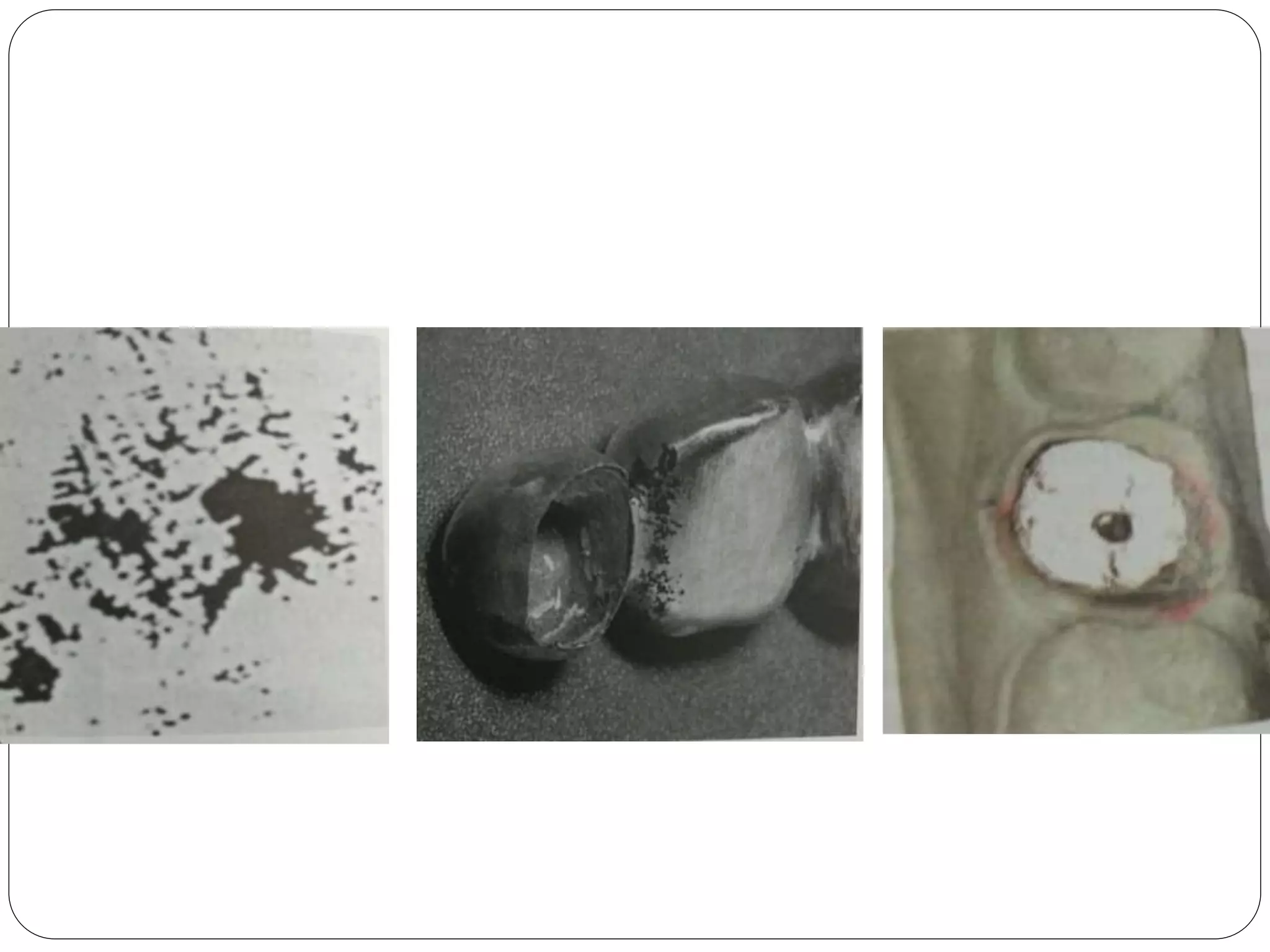
- Casting machines, like centrifugal or pressure types, are then used to introduce the molten



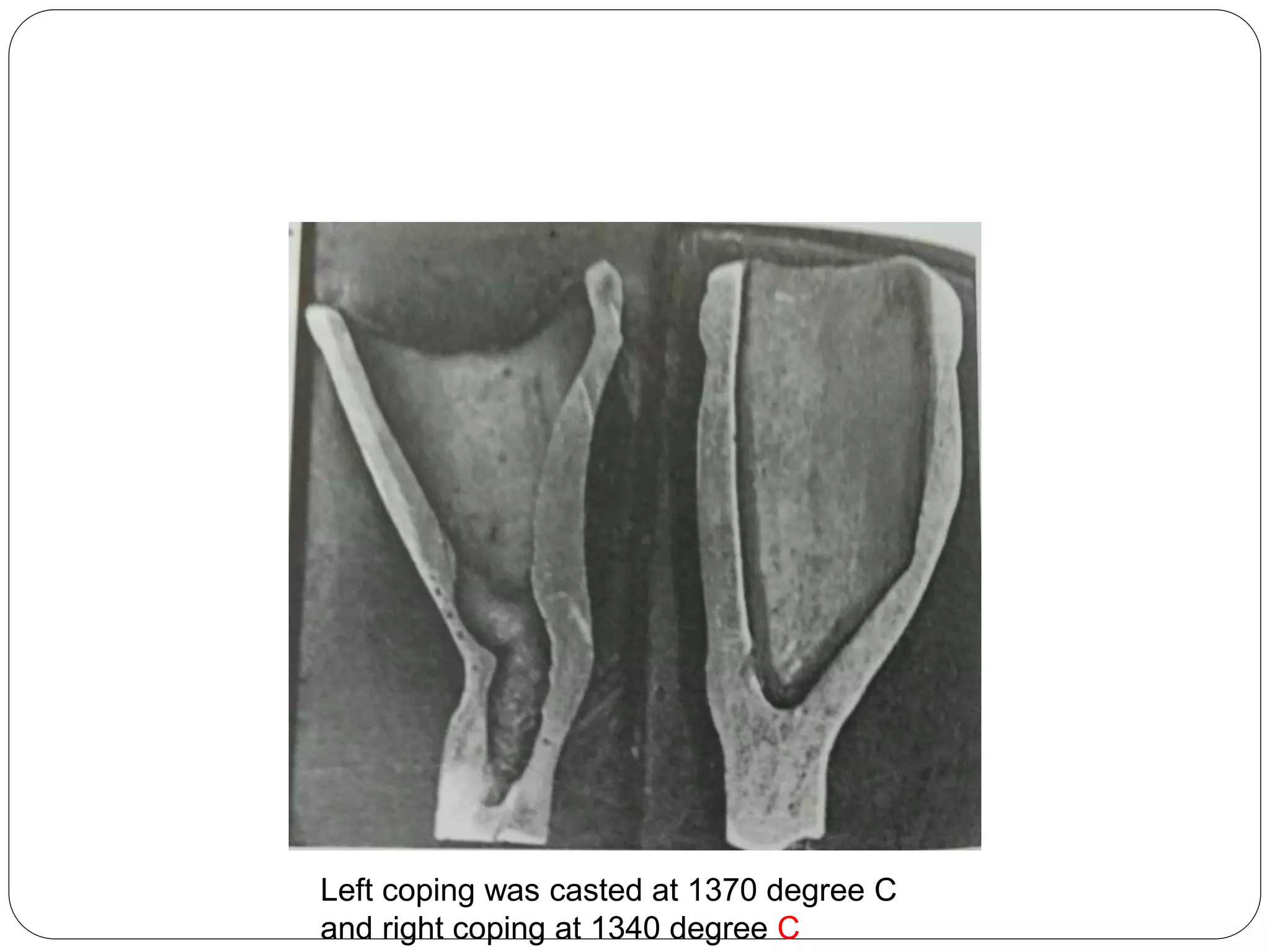
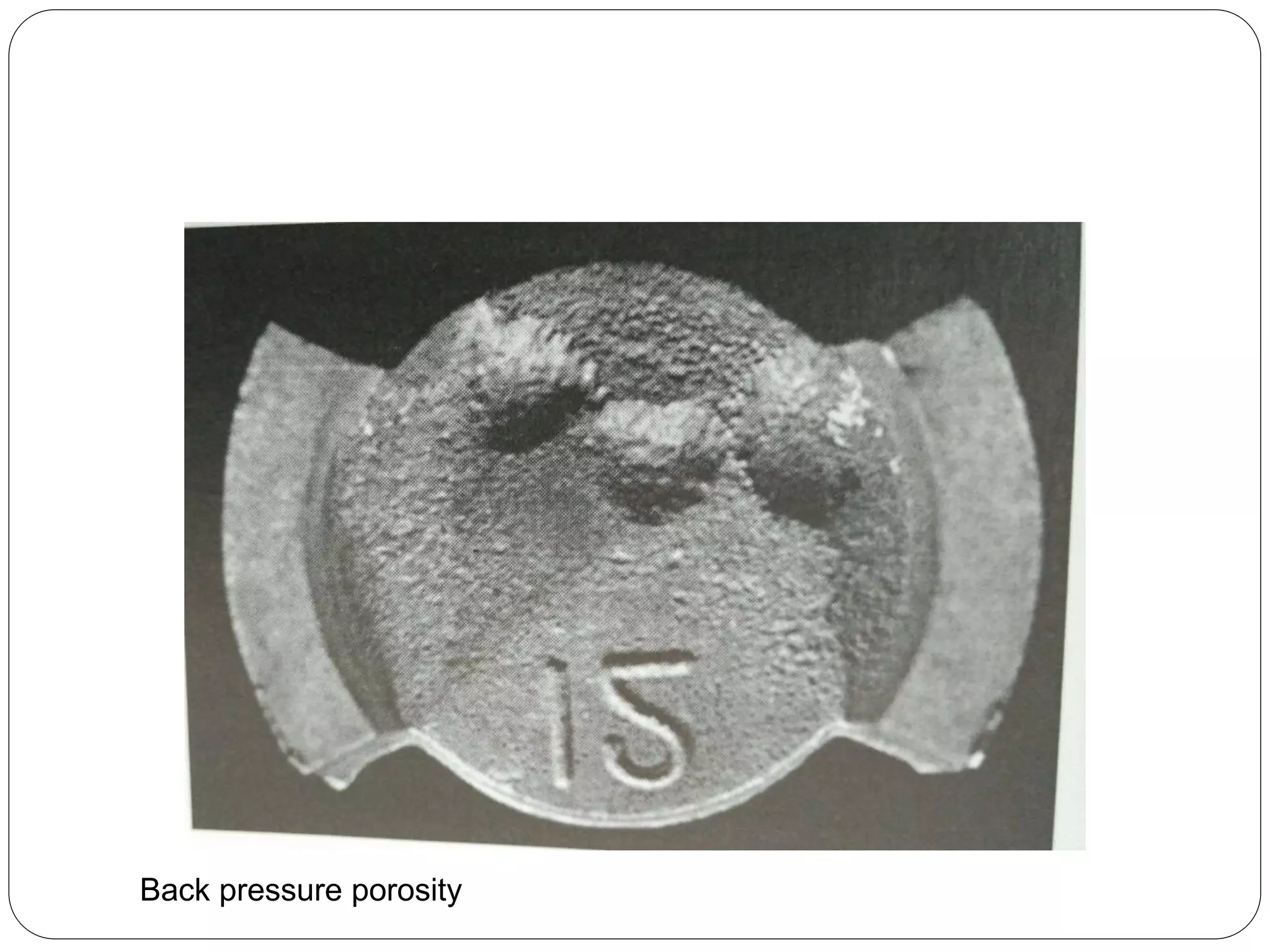

























































![anurag14[1].ppt](https://cdn.slidesharecdn.com/ss_thumbnails/anurag141-221219160230-80032896-thumbnail.jpg?width=640&height=640&fit=bounds)






























