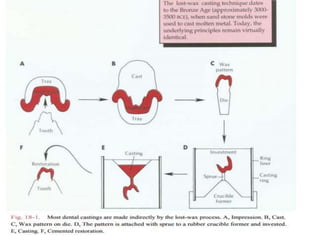
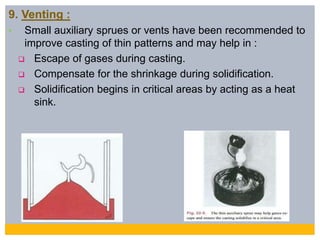
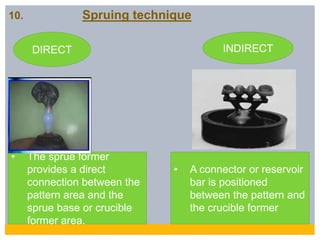
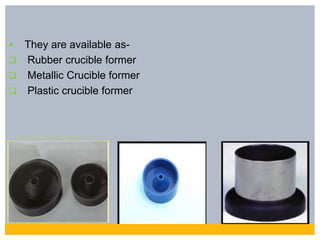
This document outlines the steps in the lost wax casting procedure for dental restorations. It begins by introducing lost wax casting and describing the key steps: 1) Wax pattern removal, 2) Spruing, 3) Investing, 4) Burnout, 5) Casting. It then provides details on wax patterns, sprue formers, crucible formers, casting rings, and the investing procedure. Important considerations for each step are highlighted to produce an accurate casting.