Downloaded 3,752 times

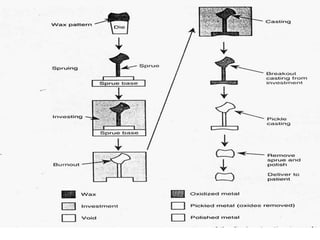



This document discusses the casting procedure and defects in dentistry. It begins with a brief history of casting techniques from the 11th century to present. The basic steps of casting include attaching a sprue former to the wax pattern, investing the pattern in a ring, burnout of the wax, and casting of the alloy. Key aspects covered are types of sprue formers and their attachment, crucible formers, casting rings and liners, and the investing procedure. The goals of investing are to produce an accurate mold with adequate expansion to compensate for casting shrinkage.



































































