A Basic Introductionto
Grinding Process
By
Dr. Abhijit Banik,
Assistant Professor, Mechatronics Engineering Dept.,
SITCOE, Yadrav.
2.
Grinding
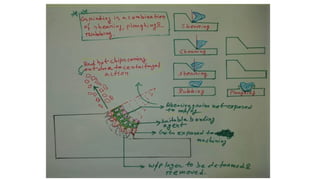
Grinding is anabrasive machining process primarily used for
surface finishing operation. Other than this it can be used for,
1. Cutting key ways/grooves.
2. For cutting flutes in drills.
3. For re-sharpening the cutting tool.
4. For producing HSS SPCT.
4.
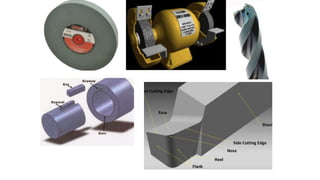
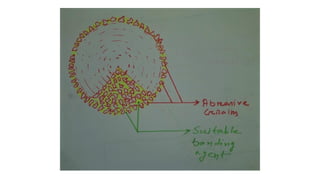
• The grindingwheel is composed of several abrasive grains
which are held together with the help of a suitable bonding
agent.
• Grinding wheel can be thought of as a infinite cutting edges
where each abrasive particles (grit) can be considered as SPCT
with its rake angle varying b/w highly positive to highly
negative (+40° to -60°).
7.
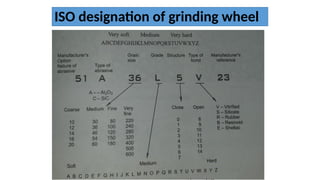
Parameters for GrindingOperation
• Type of abrasive
• Grain size
• Grade/ Hardness of wheel
• Structure/Concentration of wheel
• Type of bond
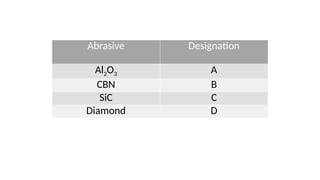
Type of abrasive
1.AluminiumOxide (Al2O3): It is the softest of all
abrasives (least hardness). It is used for grinding of
Iron and Plain C-Steel.
• During grinding of steel Al2O3 wheel is preferred over
SiC wheel.
• Al2O3 being softer can withstand more impact load
which can appear during grinding of steel.
2.Silicon Carbide: It is harder than Al2O3 and is used for
grinding of Brass, Bronze and Cast Iron.
10.
3.Cubic Boron Nitride(Borazon/CBN): It is the hardest known material next
to Diamond. It is used to grind very hard materials like Carbide, Ceramics
and few very hard coatings on tool.
4.Diamond: It is the hardest known material and is used for grinding very hard
Non-ferrous materials.
• Diamond abrasives can’t be used for ferrous materials due to high affinity
between carbon and iron at elevated temperature.
Grain Size
• Coarsegrains result in high MRR but poor surface finish while
fine grains result in low MRR but very good surface finish.
N: Number of grains/Square inch
n: Grit number/ Grain number
N=2n-1
Grain Size is quantified as grit number (n)
13.
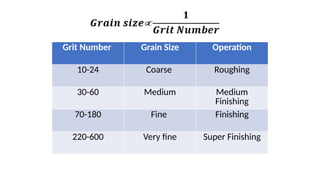
Grit Number GrainSize Operation
10-24 Coarse Roughing
30-60 Medium Medium
Finishing
70-180 Fine Finishing
220-600 Very fine Super Finishing
14.
Hardness/Grade of Wheel
Itshows how strong the grits are bonded into wheel.
Accordingly it will be known as hard, medium and soft
wheel.
• To grind hard materials soft wheels are used and for
soft material hard wheels are used.
15.
Self Sharpening characteristics:
•During grinding the grits under go very large amount
of wear and gradually their rake angle reduces and
wedge angle increases leading to increased force per
grit.
• When force becomes so high that the stress caused
by the force goes beyond the bonding strength of
grits then the worn out grits dislodges from the
wheel giving room to fresh and sharp grits waiting in
the next layer. This characteristics is known as self
sharpening characteristic.
16.
Glazing
• If ahard material is grinded by hard wheel, than the grits will wear
out fast but worn out grits will not come out of the wheel, leading to
a wheel condition known as glazing. The glazed wheel will no more
be able to remove any material.
So to avoid glazing a soft wheel is used for grinding hard materials.
17.
• When asoft wheel is used to grind a soft material than sharp grits
will dislodge from the wheel which are still capable of shearing.
Thus leading to a premature death of the grinding wheel.
So to avoid this hard wheel is used for grinding soft material.