Downloaded 186 times


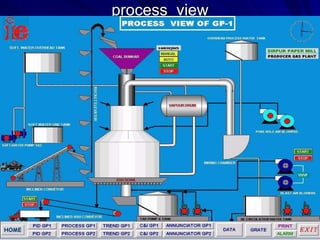

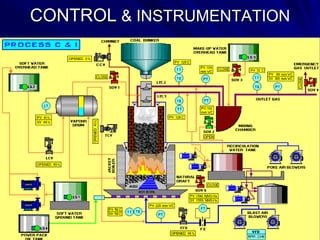
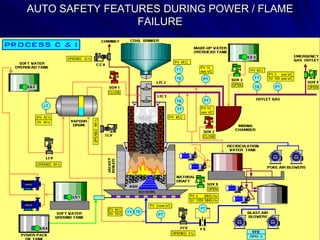
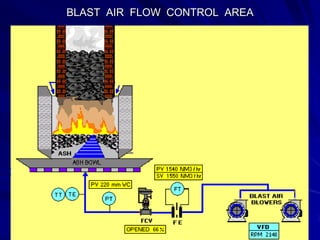
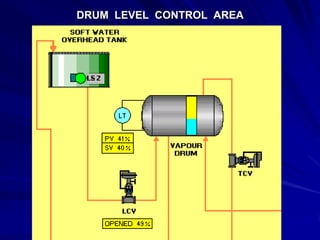
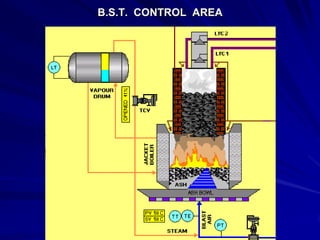
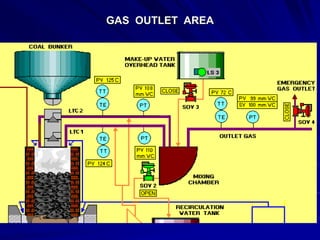
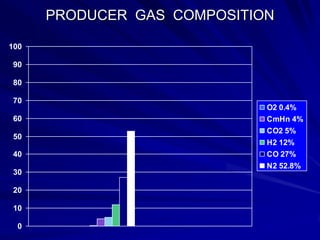
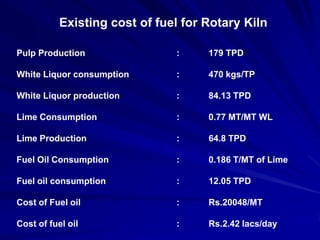
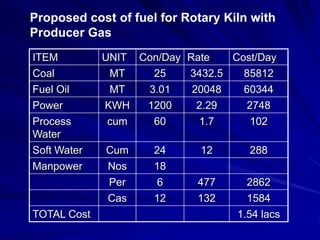
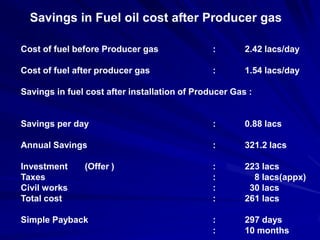



The document describes a new generation of coal-fired, cost-efficient, fully automated and extended shaft producer gas plant. It provides details on the producer gas composition and process, and estimates cost savings of using producer gas compared to fuel oil. Safety interlocks are also described to ensure safe operation including controls for gas output, steam addition, pressure monitoring and automatic valve closing in failure scenarios.











































































































