Download as PDF, PPTX
![“Kobetsu-Kaizen" refers to the “individual
improvement for further efficient
production systems." It means efforts to
select model equipment or a model line
and to challenge the target of zero losses
through project team
activities according to improvement
themes.
“Kobetsu-Kaizen" takes the form of
activities through project teams composed
of managerial staff members and through
small workshop
groups.
The procedures for the implementation of
“Kobetsu-Kaizen" by managerial stall
members are as follows:
[1] Selection of model equipment
Model equipment or a model line should be
chosen.
[2] Organization of a project team
A team of several members should be
organized, with the line manager in
charge of the model equipment serving as its
leader.
[3] Grasping and confirmation of 16 major
losses
[4] Decision on the theme and preparation of a
promotion program
[5] “Kobetsu-Kaizen" project activities
For these activities, failure analysis methods
and IE methods should be
utilized. For chronic losses, PM analysis should
be applied.
[6] Standardization and horizontal evolution
should be completed for enhancement of OEE
3](https://image.slidesharecdn.com/forleanmanufacturingchpkobetsu-kaizenforproductionefficiency-150615020604-lva1-app6892/85/TPM-For-lean-manufacturing-chp3-kobetsu-kaizen-for-production-efficiency-lean-tools-3-320.jpg)
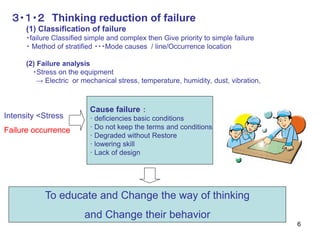
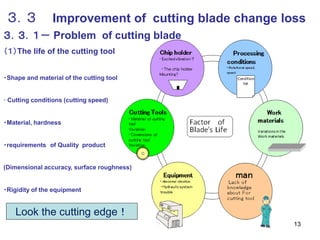
![3・1・4 Five measures to achieve zero failures
Failures represent only the tip of the iceberg, so
to speak. The leaving of
latent defects below the “water surface" causes
failures.
Methods for uncovering such latent defects and
preventing failures are the
"five measures to achieve zero failures, "and
they are as follows:
[1] Put basic conditions in place:
Keeping of basic conditions for equipment, i.e.,
enforcement of cleaning,oiling, and retightening
(of bolts and nuts).
l2] Abide by operational conditions:
Observance of the specified operational
conditions of the equipment, such
as pressure, temperature, speed, and flow rate.
[3] Restore original functions by fixing
deterioration:
The prevention of forced deterioration of
quipment is possible by preparing basic
conditions and abiding by usage conditions.
Even so,natural deterioration, such as wear,
corrosion, fatigue, and declining insulation,
inevitably occurs. Therefore, such deterioration
should not be left unattended but corrected to
restore the original conditions.
l4] Improve design weaknesses:
Only repeating correction of deterioration cannot
lead to progress. To begin with, deterioration
may be accelerated due to material selection
errors or structural defects during design stage.
Such design shortcomings must be rectified
(this is corrective maintenance).
' l5] "Improve skills:
8
Ask to
the machine
cleaning,oiling, and retightening is Important](https://image.slidesharecdn.com/forleanmanufacturingchpkobetsu-kaizenforproductionefficiency-150615020604-lva1-app6892/85/TPM-For-lean-manufacturing-chp3-kobetsu-kaizen-for-production-efficiency-lean-tools-8-320.jpg)
![9
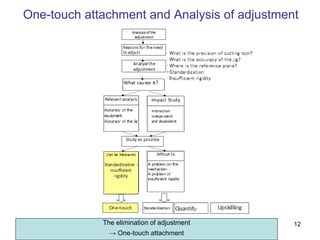
3.2 Improvement of the setup
This is one of the seven major losses that
impede equipment operations and
refers to the time lost from the
termination of the production of a
present item until the good-quality
manufacturing of the next item
subsequent to setup and adjustment.
The setup here means a series of work:
removal of jigs/tools upon the completion
of the on-going production, clearing up,
cleaning; preparation,attachment,
adjustment, and measurement of
jigs/tools required for the next item
and manufacturing of non-defective
products.
There remain many issues to be
addressed to shorten the time spent
on ‘internal setup’ (setup during
machine stoppage) and ‘external
setup’ (setup without machine
stoppage) based on IE approach.
Adjustment means the following:
[1] Measures to be taken to seek the
optimum solutions or values to attain
some purpose; for instance, the
procedures to put quality within
designed values
[2] What is achieved through the
repetit ion of trial and errors
Understand the setup, to quantify !](https://image.slidesharecdn.com/forleanmanufacturingchpkobetsu-kaizenforproductionefficiency-150615020604-lva1-app6892/85/TPM-For-lean-manufacturing-chp3-kobetsu-kaizen-for-production-efficiency-lean-tools-9-320.jpg)

![Start-up losses denotes the time losses and
volume losses (from defects and remark)
until product quality stabilizes to
manufacture non-defective products even in
accordance with the specified cycle time
without mechanic troubles, such as minor
stoppages, small troubles, and breakage of
cutting blades, during
[1] start-up after periodic overhaul
[shutdown maintenance]
[2] start-up after downtime (long-term line
stoppage)
[3] start-up after holidays
[4] start-up after the lunch break.
At a machining shop dimension dispersions
are likely to occur during the morning setup,
causing frequent adjustments, rework due to
failure to
adjustment, and breakdown of cutting
blades. To prevent these, warm-up and
idling operations are conducted early in the
morning. The target of
start-up losses is “minimization.”
16
3.4 Improvement of start up
Understanding the thermal displacement!!](https://image.slidesharecdn.com/forleanmanufacturingchpkobetsu-kaizenforproductionefficiency-150615020604-lva1-app6892/85/TPM-For-lean-manufacturing-chp3-kobetsu-kaizen-for-production-efficiency-lean-tools-16-320.jpg)
![18
3.5 Improvement of Minor stoppage losses
[1] In case temporary functional
stoppage ensues.
[2] in case the recovery of functions is
made by simple fixing
(elimination of abnormal work-
piece and/or resetting)
[3] ln case parts exchange or repair
are not required.
[4] Recovery time lasts from 2 or 3
seconds less than 5 minutes.
Unlike failures, minor stoppage/idling
losses represent a status in
which the machine is subjected
to either stoppage or idling due
to temporary troubles; for
instance, when a work-piece is
clogged in the chute, idling
occurs ; or when a sensor activated
because of a quality defect to
cause a temporary stoppage.
These are the conditions in which the
machine will revert to normal
operation, if the stuck work-
piece is removed, or resetting is
carried out. Therefore, they are
fundamentally different from
machine failures.
To reduce minor stoppages, it is
important to in detail analyze
phenomena [or slight defects]
and to thoroughly eliminate
slight defects.
Observation, analysis, stratified to investigate at the site](https://image.slidesharecdn.com/forleanmanufacturingchpkobetsu-kaizenforproductionefficiency-150615020604-lva1-app6892/85/TPM-For-lean-manufacturing-chp3-kobetsu-kaizen-for-production-efficiency-lean-tools-18-320.jpg)
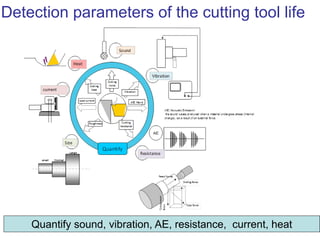
![22
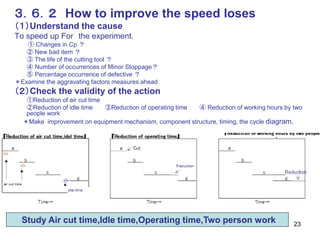
3.6 Improvement of Speed losses
Into the data to understand the current status of equipment!
One of the seven major losses impeding
efficiency improvement of equipment. These
losses incurred by slow machine speed are
defined as
follows:
[1] Losses due to the difference between the
actual speed and the design
speed (or reference speed for each product
item)
[2] Losses resulting from lower design speed
compared to the present technological level or
desirable speed
(or ‘mission’ speed)
As an example of the former case, the cycle
time is 60 seconds as reference but the actual
operation cycle time is 65 seconds. There is a
speed loss of 5 seconds. As an example of the
latter case, the cycle time is set at 60 seconds
but it could be reduced to 50 seconds through
improvement based on the current
technological level. There is a speed loss of
10 seconds in this case.
Aiming at speed increase would contribute to
clarification of problems and
upgrading of technological levels. Therefore,
the target should be to make
nit the difference between the design speed
and the actual speed.](https://image.slidesharecdn.com/forleanmanufacturingchpkobetsu-kaizenforproductionefficiency-150615020604-lva1-app6892/85/TPM-For-lean-manufacturing-chp3-kobetsu-kaizen-for-production-efficiency-lean-tools-22-320.jpg)

The document focuses on 'Kobetsu-kaizen' as a method for improving production efficiency through individual improvements targeting zero losses in manufacturing systems. It outlines structured procedures for implementing these improvements, structured into phases and emphasizing analysis of various types of production losses including setup, startup, speed, and yield losses. Key strategies involve analyzing causes of failures and losses, enhancing maintenance practices, and improving equipment and operational efficiency.































































































