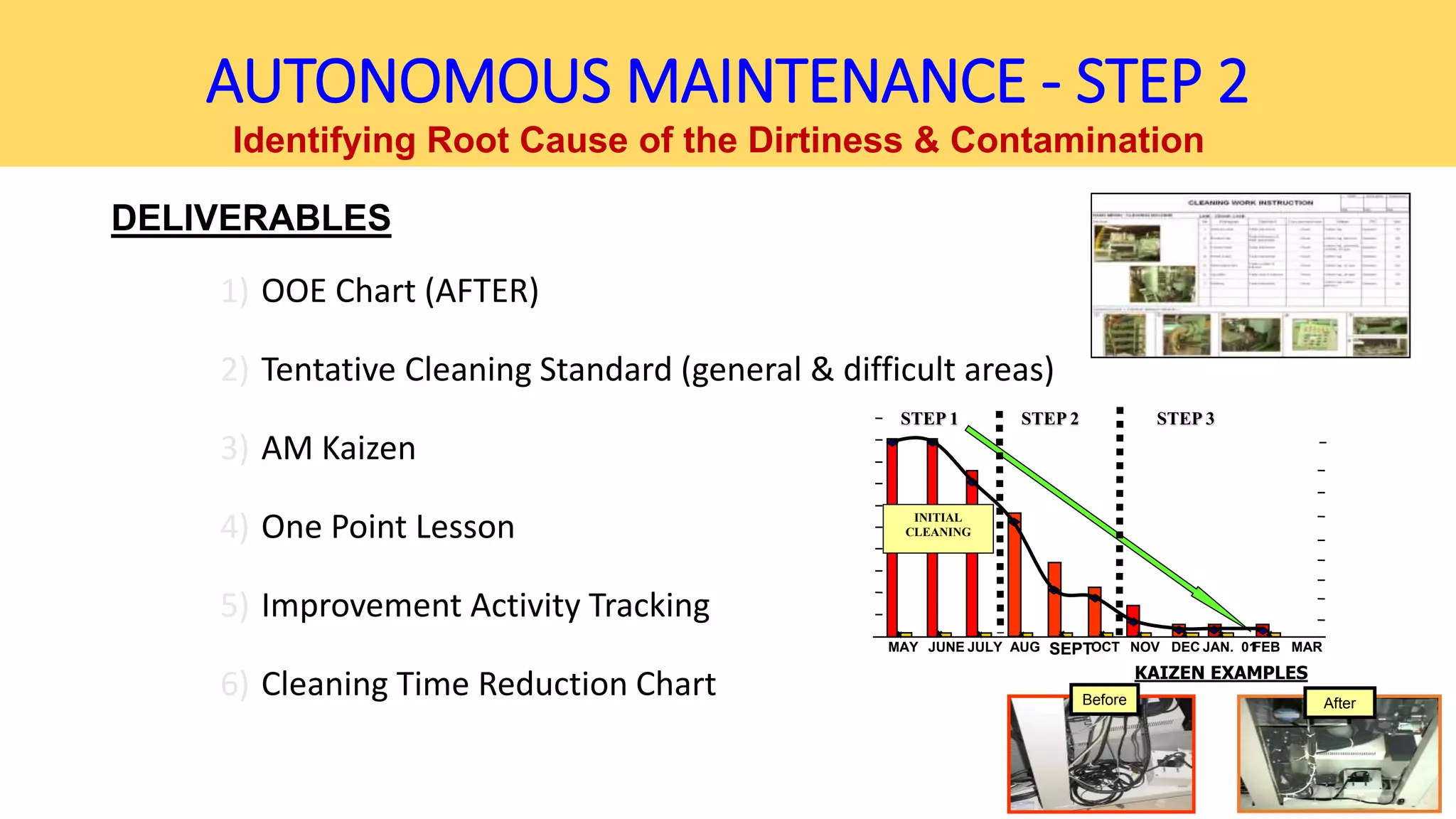
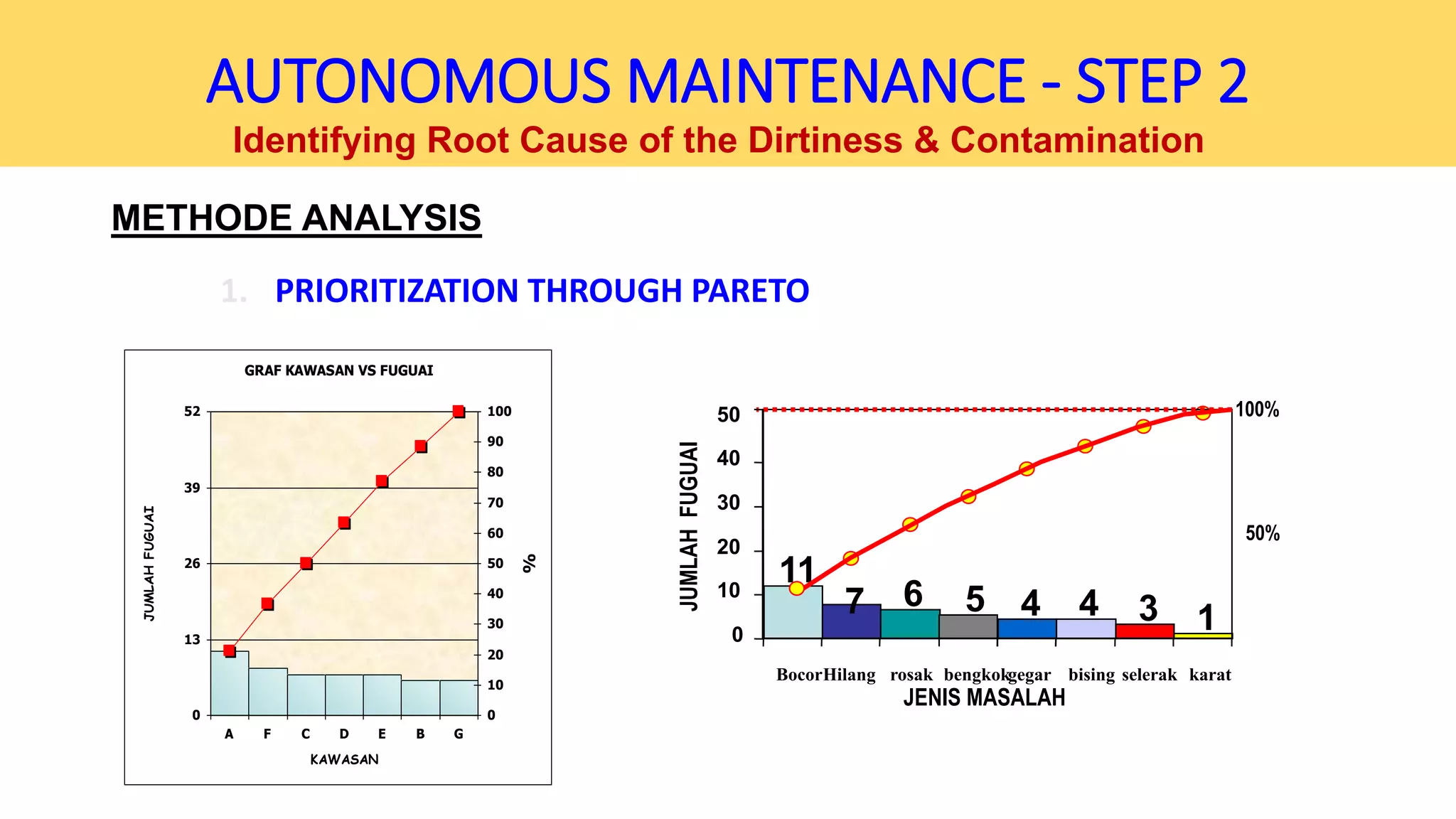
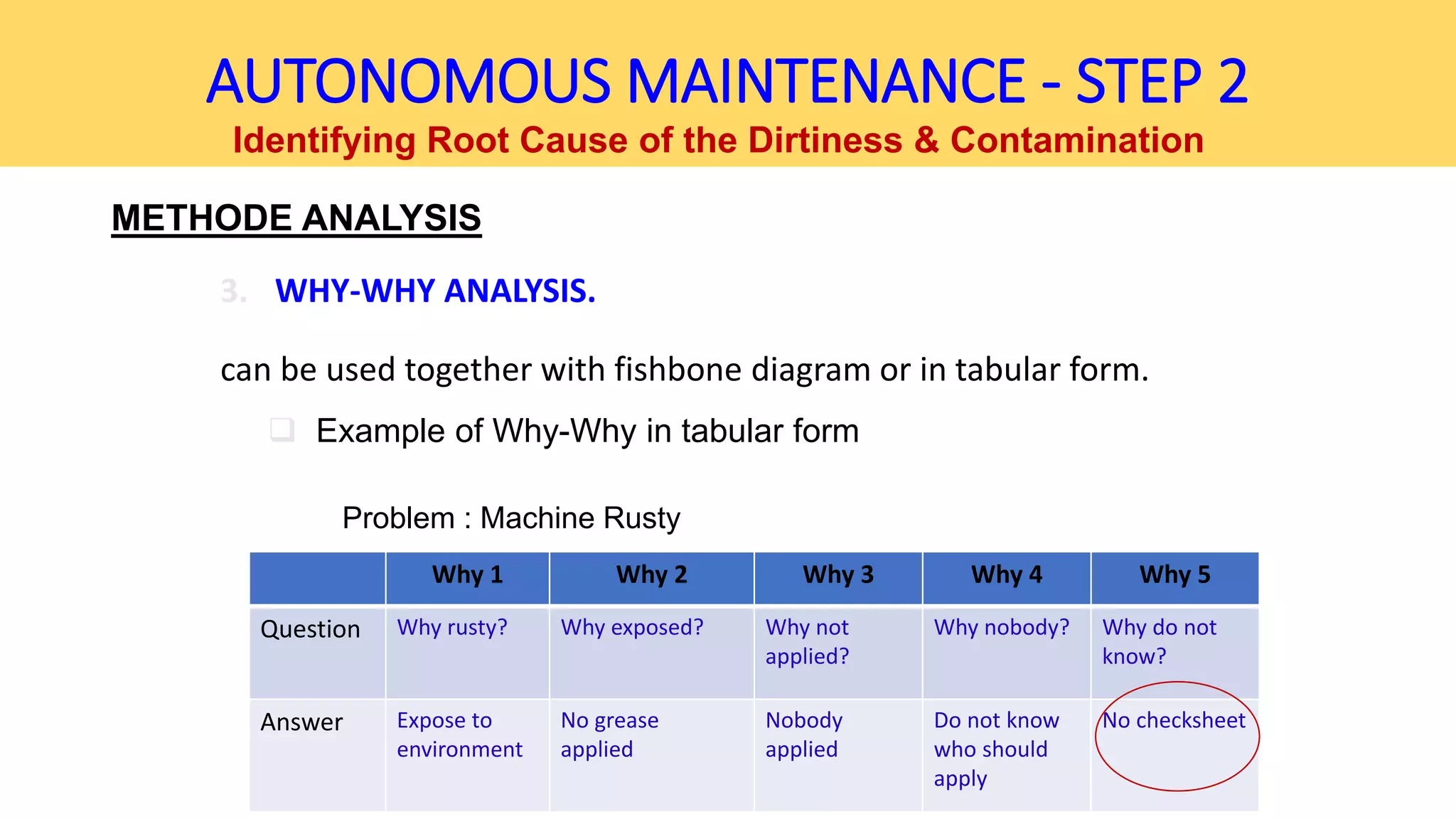
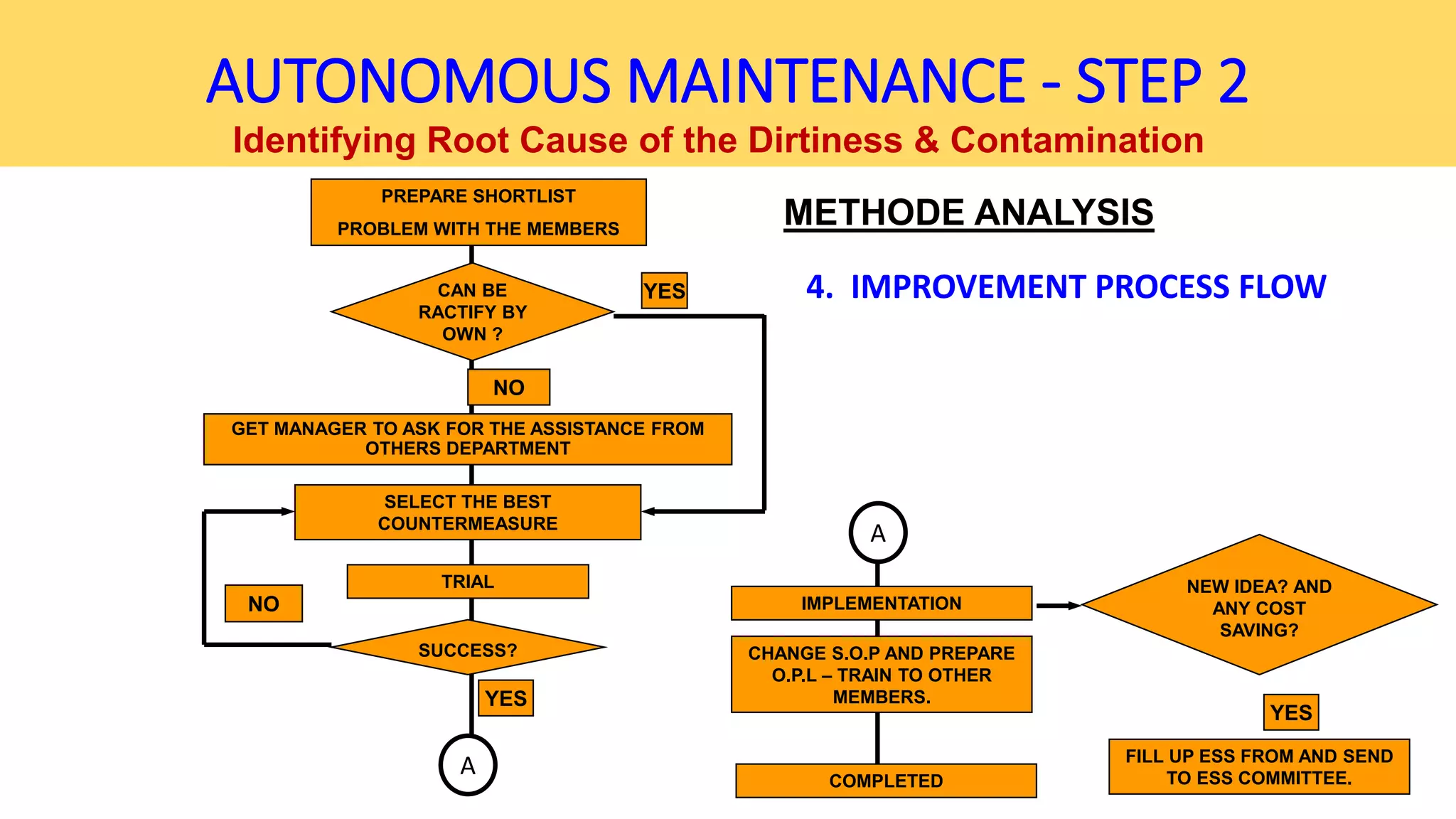
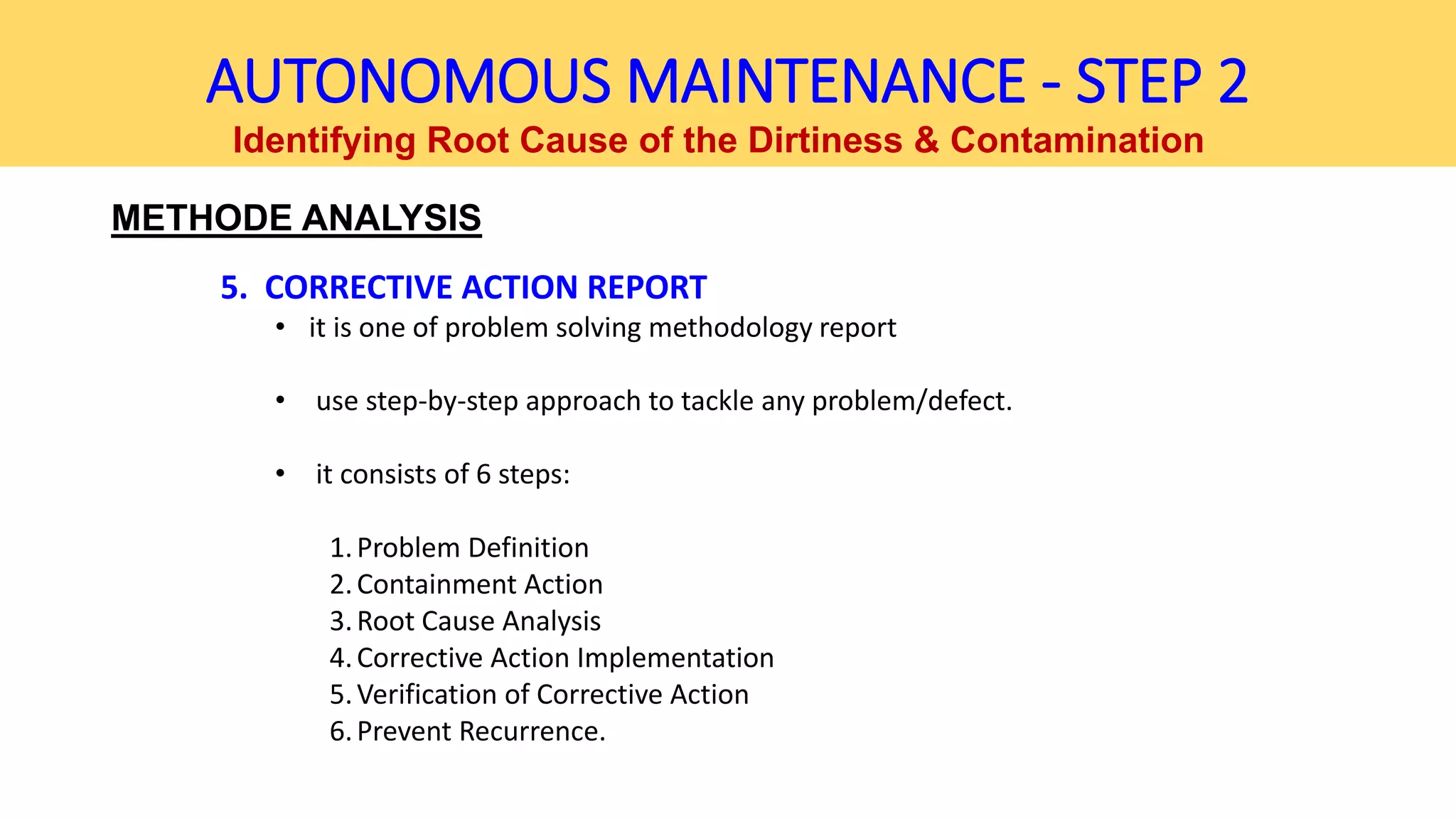
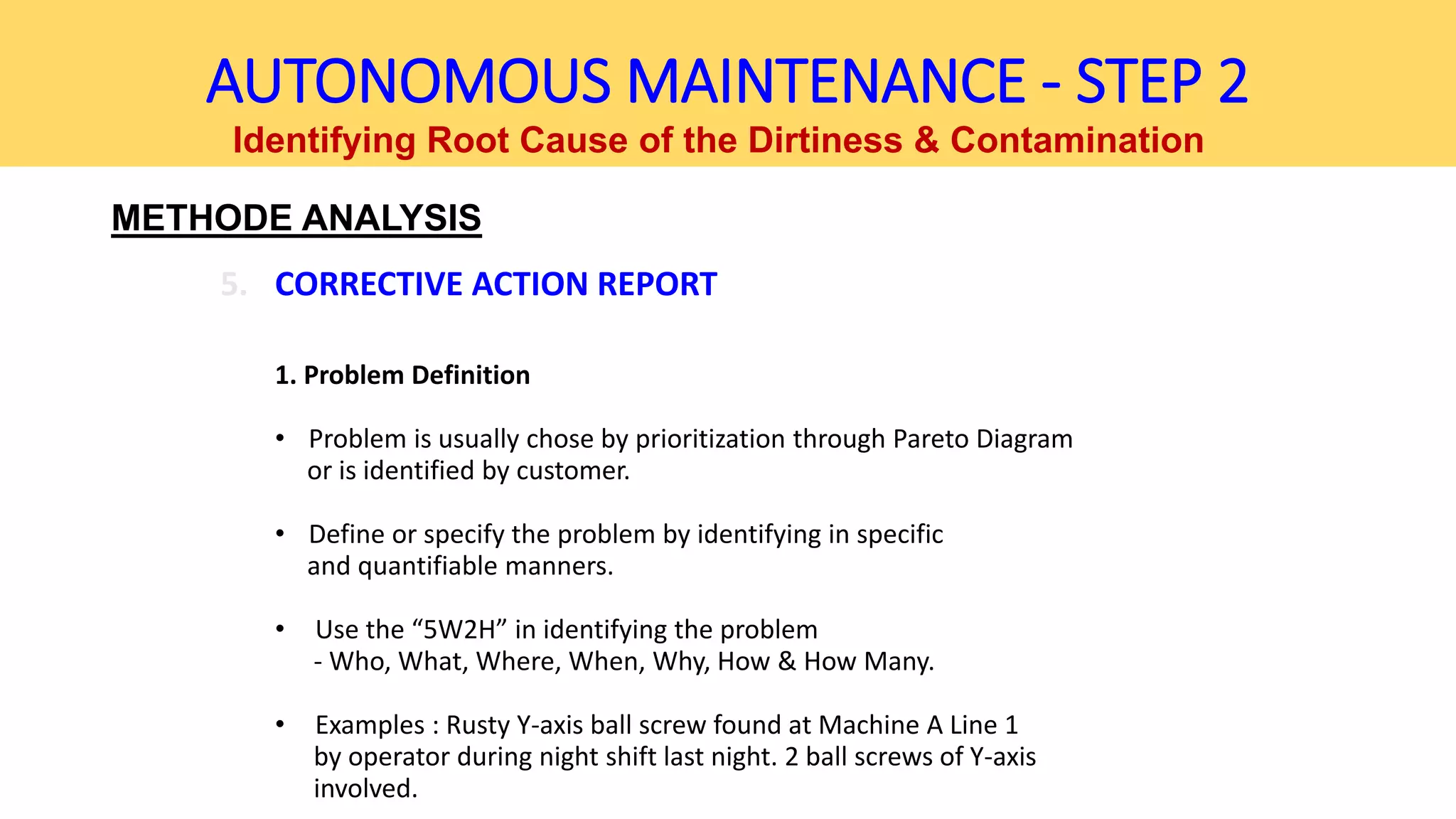
The 7 steps of autonomous maintenance are outlined, with a focus on steps 1 and 2. Step 1 involves thoroughly cleaning equipment, removing unnecessary items, and detecting abnormalities. Step 2 aims to eliminate sources of contamination, minimize inaccessible areas, and reduce cleaning time by improving problem areas identified in Step 1. Various problem solving methods are introduced, such as Ishikawa diagrams, Why-Why analysis, and the corrective action report process.