Downloaded 160 times

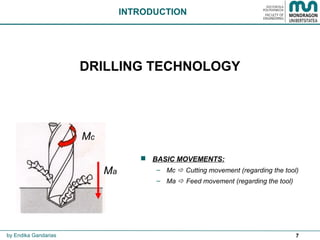
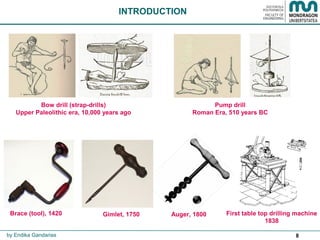

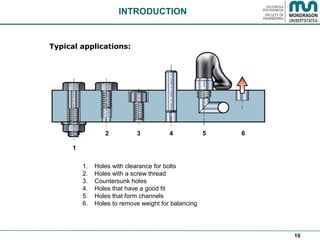
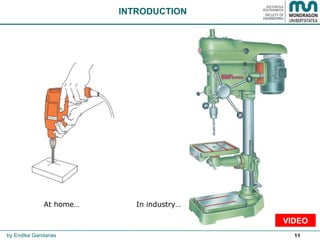
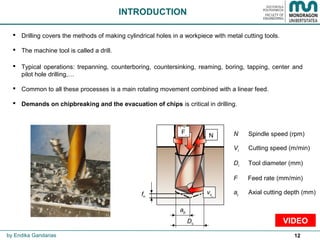


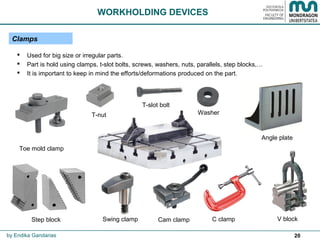
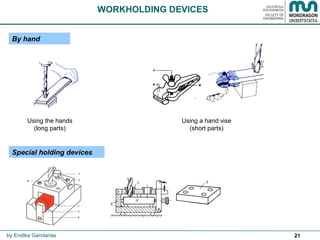
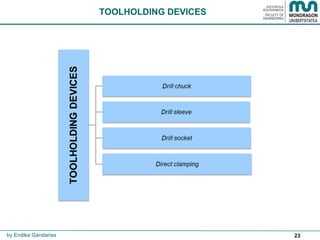
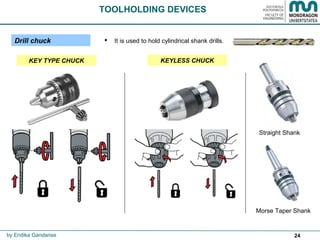
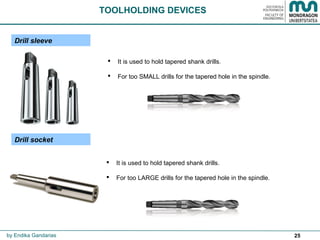
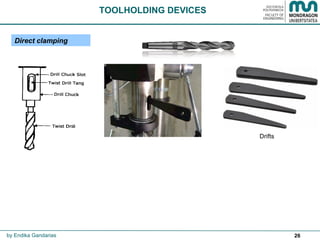
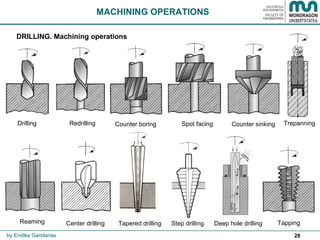
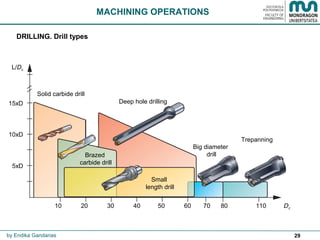
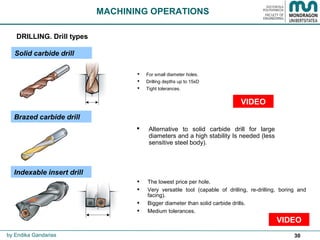
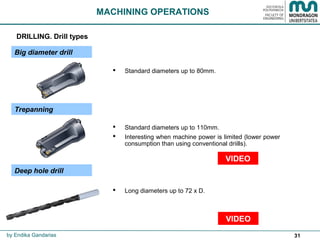
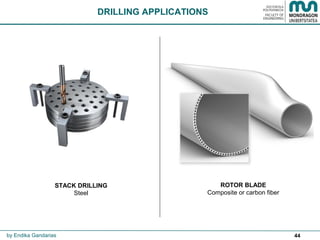


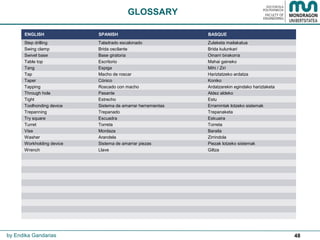

The document is a comprehensive presentation by Dr. Endika Gandarias on drilling technologies within the field of manufacturing. It covers various aspects including machine types, workholding and toolholding devices, drilling operations, safety guidelines, and applications. It provides an overview of drilling processes, historical context, and the significance of chip removal and tool selection.































































































