Download as PDF, PPTX









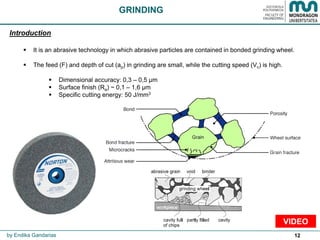
































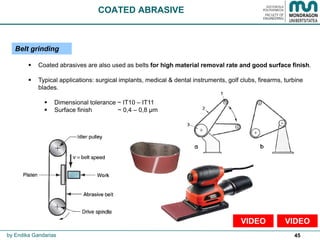
























The document provides an overview of various abrasive technologies used in manufacturing, including grinding, blasting, and polishing methods. It discusses the processes and applications of each technology, emphasizing their importance for achieving desired surface finishes and tolerances in different materials. The author, Dr. Endika Gandarias, includes details on equipment, operational parameters, and relevant specifications for each method.










































































































