Downloaded 586 times

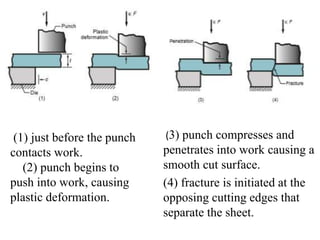

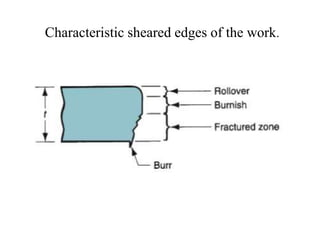

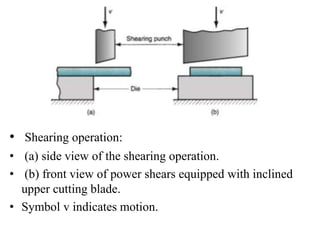

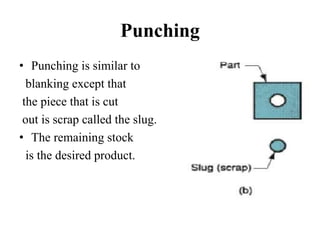









This document discusses sheet metal cutting operations. It describes the cutting mechanism as a shearing action between sharp cutting edges of a punch and die. The key types of cutting operations are shearing, blanking, punching, and trimming. Engineering analysis of sheet metal cutting considers process parameters like clearance between the punch and die, stock thickness, material properties, and cut length. The cutting force is estimated based on the material shear strength, thickness, and cut length.























































































