Catalytic Reforming Technology - Infographics
•
4 likes•2,721 views

The document contains a list of typical process equipment used in reforming and catalyst regeneration sections of a refinery, including reactors, columns, vessels, furnaces, heat exchangers, pumps, compressors and blowers. It also provides comparisons of different reforming processes and their key parameters such as RON, reaction pressure, LHSV, H2/HC ratio, yield and cycle length. Finally, it summarizes the assessment of a recommended process/technology for criteria such as performance, reliability, safety, costs and flexibility.

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (20)
Similar to Catalytic Reforming Technology - Infographics
Similar to Catalytic Reforming Technology - Infographics (20)
More from Gerard B. Hawkins
More from Gerard B. Hawkins (20)
Recently uploaded
Recently uploaded (20)
Catalytic Reforming Technology - Infographics
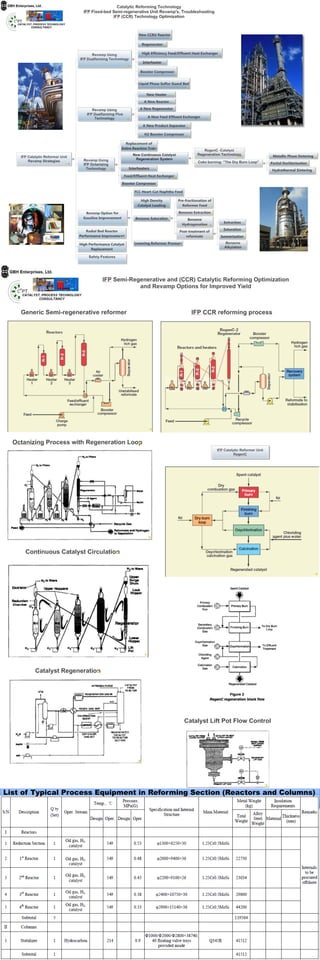
- 1. List of Typical Process Equipment in Reforming Section (Reactors and Columns)
- 2. List of Typical Process Equipment in Reforming Section (Vessels) (Continued) List of Typical Process Equipment in Reforming Section (Other Equipment) List of Typical Process Equipment in Reforming Section (Tubular Furnaces) List of Typical Process Equipment in Reforming Section (Shell and Tube Coolers / Heat Exchangers) List of Typical Process Equipment in Reforming Section (Air Coolers) List of Typical Process Equipment in Reforming Section (Pumps)
- 3. List of Typical Process Equipment in Reforming Section (Compressors and Blowers) (Continued) List of Typical Process Equipment in Catalyst Regeneration Section (Electric Heater) List of Typical Process Equipment in Catalyst Regeneration Section (Reactors and Columns) List of Typical Process Equipment in Catalyst Regeneration Section (Vessels) List of Typical Process Equipment in Catalyst Regeneration Section (Shell and Tube Coolers/Heat Exchangers)
- 4. Comparison of Licensed-in CCR Process and Licensed-in Semi-Regeneration Reforming Process Option I Option II Item for Comparison CCR Process Semi-Regeneration Reforming Process RON 102 95 WAIT/WABT ℃ 520/495 505/480 Average Reaction Pressure, MPa 0.35 1.5 LHSV h-1 1.8 2.0 H2/HC mol/mol 2.5 6.0 C5+ Yield, wt% 88 85 H2 Purity, v% 92.0 85 Pure H2 Yield, wt% 3.3 2.7 Operation Cycle, month More than 24 months 12 Comparison of UOP’s Caclemax Process and IFP’s RegenC Process Item UOP IFP Cyclemax Regen C 1、Technical Features ⑴Process Parameters Catalyst Model R-234 CR401 ⑵Structural Features for Reactors Layout Superimposed Paralleled Inlet Gas Flow Distribution Scallop shaped Round shaped Gas/Solid Flow Direction Radial Radial Inlet/Outlet Gas Flow Direction Fed from top and withdrawn from top Fed from top and withdrawn from bottom Catalyst Transfer between Reactors From top to down by gravity Lifted via lifter ⑶Catalyst Regeneration Pressure, MPa(G) 0.25 (lower) 0.55 (higher) Regeneration Method One continuous coke burning system Two continuous coke burning systems in batch-wise Gas/Solid Flow Direction Radial Countercurrent Flow Radial Concurrent Flow Regenerator Structure Two layers of screens in inverted trapziod structure Two layer of screens in round sleeve OCr18Ni12Mo2Ti (suitable for high 1Cr18Ni9Ti (suitable for low Regenerator Material moisture content and high chlorinating moisture content and low agent environment) chlorinating agent environment) Moisture in Regeneration 35000 (high moisture level imposes 2000 (low moisture level extends Gas, ppm impact to catalyst service life) catalyst service life) Tail Gas Flow Direction in Chlorination Section To coke burning section To caustic scrubbing section ⑷Regeneration Gas Recycle System Recycle Gas Transfer Power Hot Blower Cold State Compressor Item UOP IFP Regenerator – Heat Exchanger – Recycle Flow Regenerator – Blower – Air Cooler – Electric Heater - Regenerator Air Cooler – Scrubber – Dryer – Compressor – Heat Exchanger – Electric Heater – Regenerator ⑸Catalyst Lift Lift Method L-Valve Manifold Lifter Lift Gas: Catalyst for Regeneration N2 N2 Regenerant H2 H2 ⑹Locked Hopper Location Below the Regenerator Above the Regenerator Oper. Stream H2 N2 Function Locked hopper, which is controlled via lock hopper controller, is served to transfer regenerated catalyst into regenerant lifter in batch-wise based on the recycle volume required, and pressure balance is served to control catalyst flowing, no valves are required. Locked hopper is served to transfer catalyst into the regenerator, where both the top and bottom special-purpose valves are controlled based on the setpoints of timer, and thus recycle volume of catalyst for regeneration is controlled. ⑺Catalyst Reduction Location At the top of Reactor 1# Above Reactor 1# Reduction Method Two-stage reduction One-stage reduction Purity Requirements for Reduction H2 Reformer H2 can be used 99mol% H2 required ⑻Dust Elutriation Oper. Stream N2 N2 Dust Collection System Number (set) 1 2 ⑼Instruments/Control Systems In addition to one DCS system, an Catalyst regeneration control Instruments/Control independent CRCS (catalyst regeneration program is incorporated into DCS Systems control system) system is provided as system, and no other control well. program is provided. ⑽Land Occupation Lower 2~3% higher 2、Commercialization Number for CCR Units More Less Ultra-Low Pressure CCR Process Commercialized in In 1996 In 1991 3、Project Engineering Rich Rich
- 5. Comparison of Items related to UOP Processes and IFP Process Licensing S/N UOP Process IFP Process 1 License Fee and PDP Fee License Fee and PDP Fee 2 Reactor and Regenerator Internals Reactor and Regenerator Internals 3 Feed Heat Exchanger (Plate Heat Exchanger) Feed Heat Exchanger (Plate Heat Exchanger) 4 Booster Compressor Gas Coalescer --- 5 Electric Heater Electric Heater 6 --- H2 Purification System (Membrane Separation) 7 Regeneration Gas Air Cooler Air Dryer and Regeneration Gas Dryer 8 Regeneration Blower, Dust Collection Blower and Lift Blower Dust Collection Blower 9 Dedicated Ball Valve and Special Control Valve for Catalyst Pipeline Dedicated Ball Valve and Special Control Valve for Catalyst Pipeline 10 On-line Analyzer and Radioactive Level Meter On-line Analyzer and Radioactive Level Meter 11 Catalyst Regeneration Control System (CRCS), Distributed Control System (DCS) and Emergency Shutdown System (ESD) Distributed Control System (DCS) and Emergency Shutdown System (ESD) Summary of Recommended Process/Technology Assessment GBHE S/N Item Assessment 1 Cutting-edge performance 2 Operational Flexibility 3 Operational Reliability 4 Operation Safety 5 Economic Profit 6 Development Outlook 7 Technical Investment per Unit Product 8 Total Investment per Unit Product 9 Product Quality 10 Improvement Margin for Product Quality 11 Technical Performance for Maintaining Product Quality 12 Flexibility to Raw Materials/Feedstocks 13 Proper Design for Process Flow 14 Process Suitability to Cleaner Production 15 Process Availability 16 Flexibility to Natural Conditions 17 Total Operation Cost 18 Product Competitiveness 19 Cost Reduction Possibility 20 Concerns and Improvements Prior to Modifications After Modifications Units Operation Cycle Length days EOR WAIT °F H2:HC Ratio Barrels per pound of catalyst BBL/lb Separator Pressure psig Regeneration Carbon burn time Hours Calculated Carbon on Catalyst Lbs Average Cycle Feed Properties Charge MBPD Feed Gravity °API Feed 95% °F Feed N+3.5A LV% Average Products and Yields RONC H2 Purity mole% C5+ Yield LV% H2 Yield SCFB
- 6. Large tiles should be used to showcase a main point or some important data your infographic is based around. It doesn’t hurt to use lovable icons that your readers can connect to the data. Get to the Point Follow Me on Twitter @GBHEnterprises