Download as PDF, PPTX

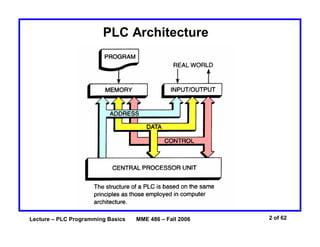
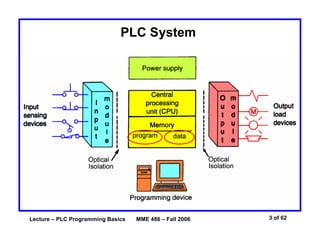
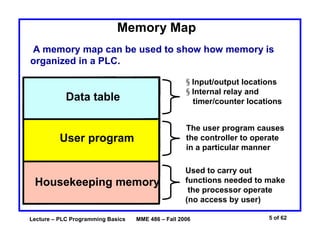
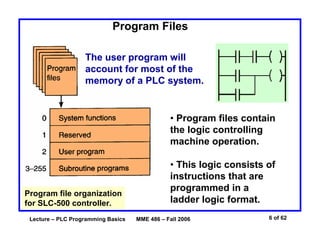
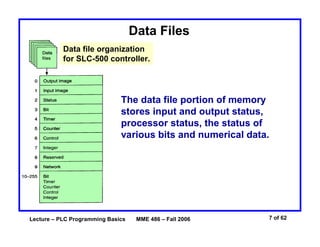
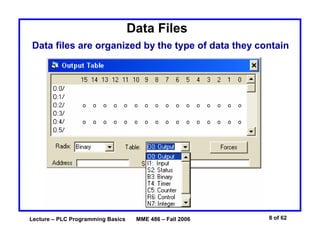
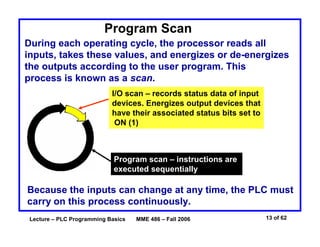
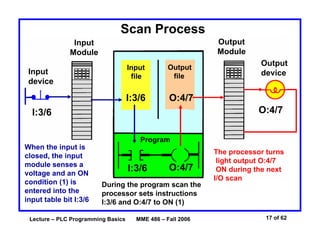
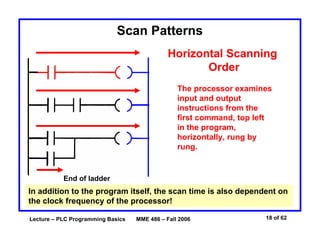
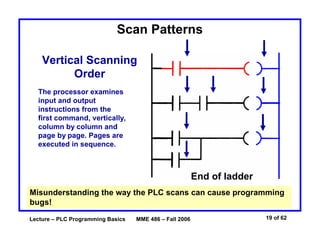
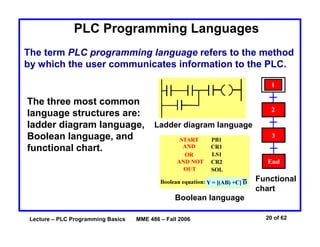
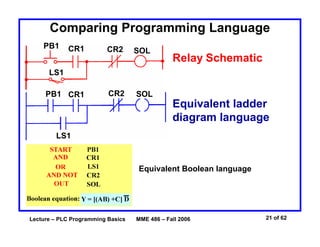
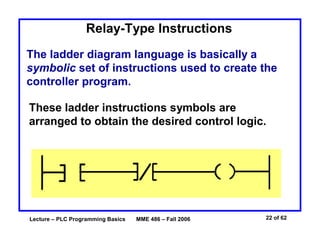
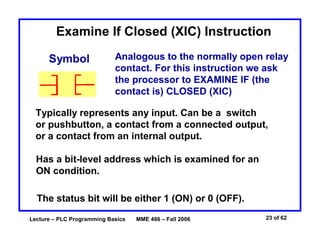
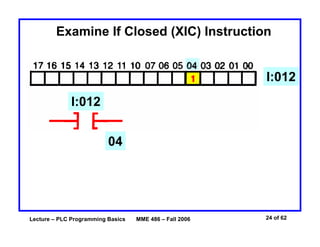
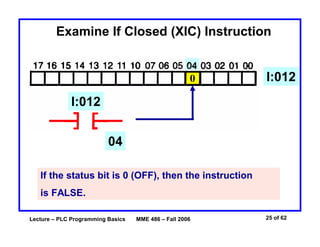
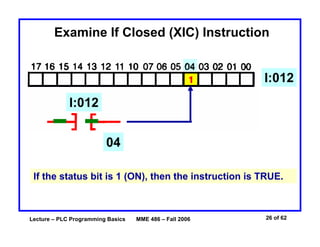
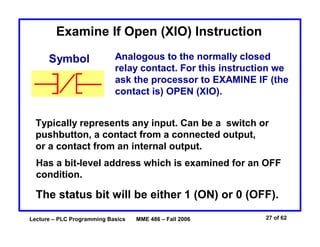
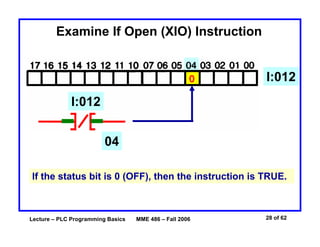
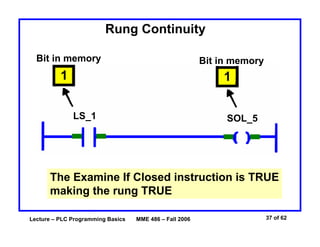
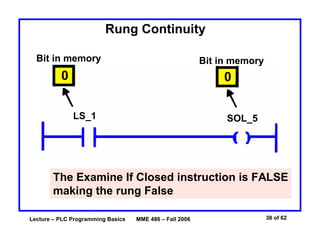
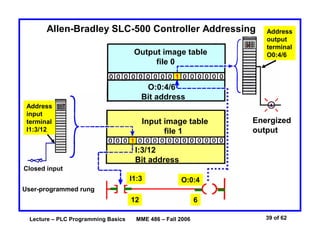
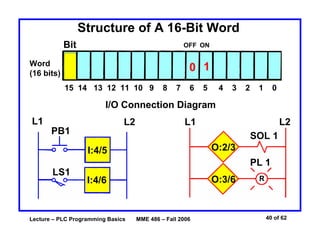
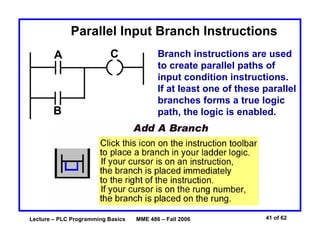
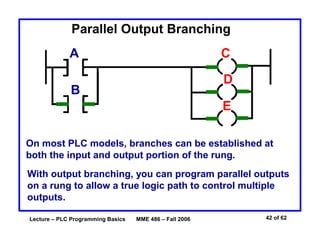
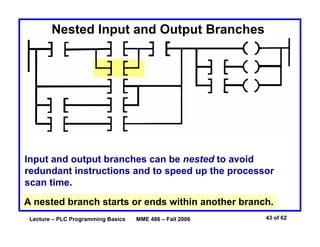
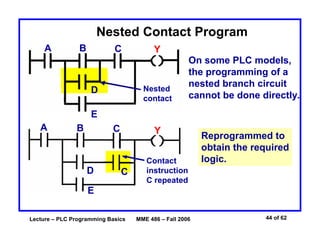
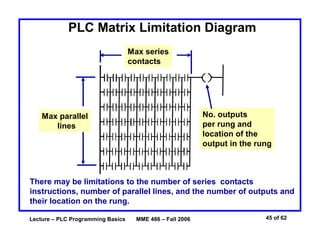
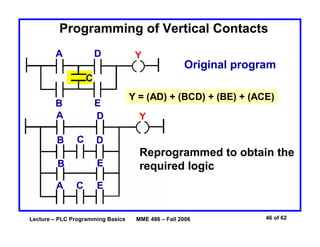
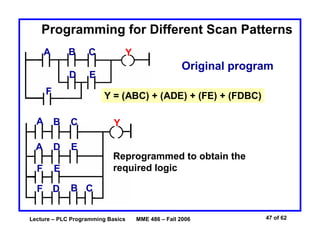
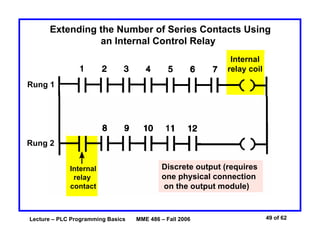
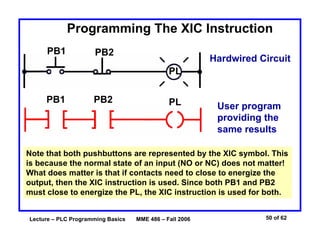
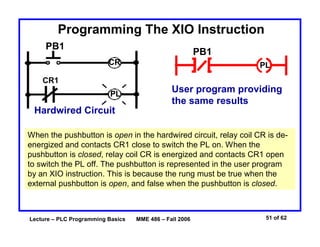
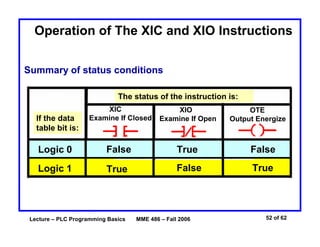
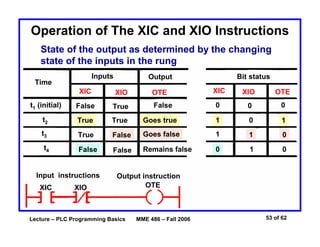
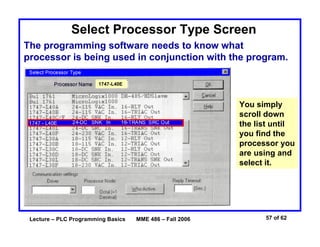
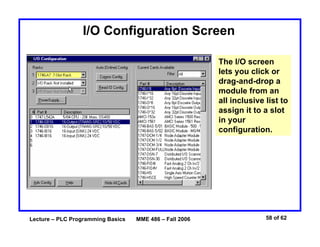
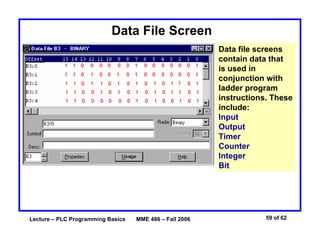
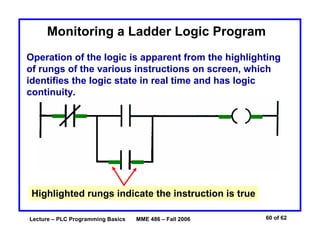
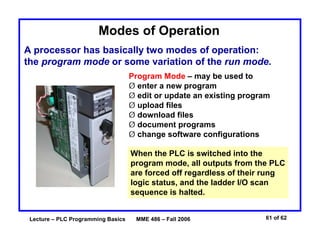
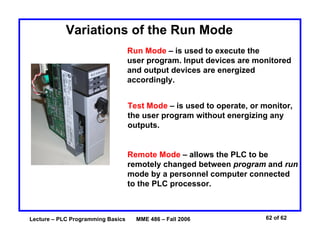

The document discusses the basics of programmable logic controller (PLC) programming including PLC architecture, memory organization, programming languages, ladder logic instructions, addressing schemes, and programming techniques. Specifically, it covers the processor memory being divided into program and data memory, the ladder logic programming language using relay-type instructions like examine if closed and examine if open, addressing I/O locations by module and bit, and programming concepts such as parallel and nested rungs, internal control relays, and adjustments for different scan patterns.































































































![Getting Started with Apache Spark: Big Data Made Simple [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/apachesparkgettingstarted-260203175547-8361bcc3-thumbnail.jpg?width=640&height=640&fit=bounds)








