Downloaded 436 times

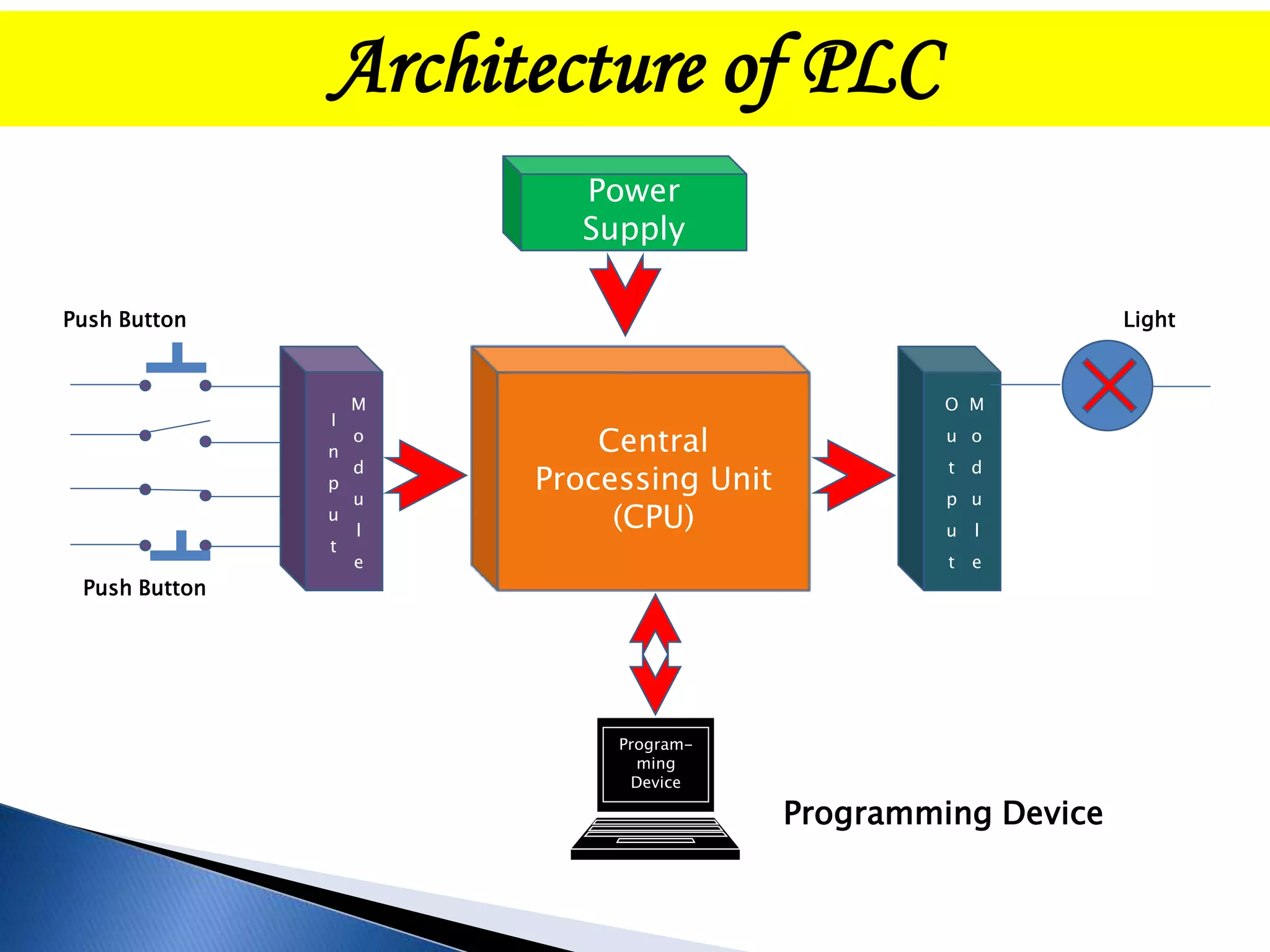


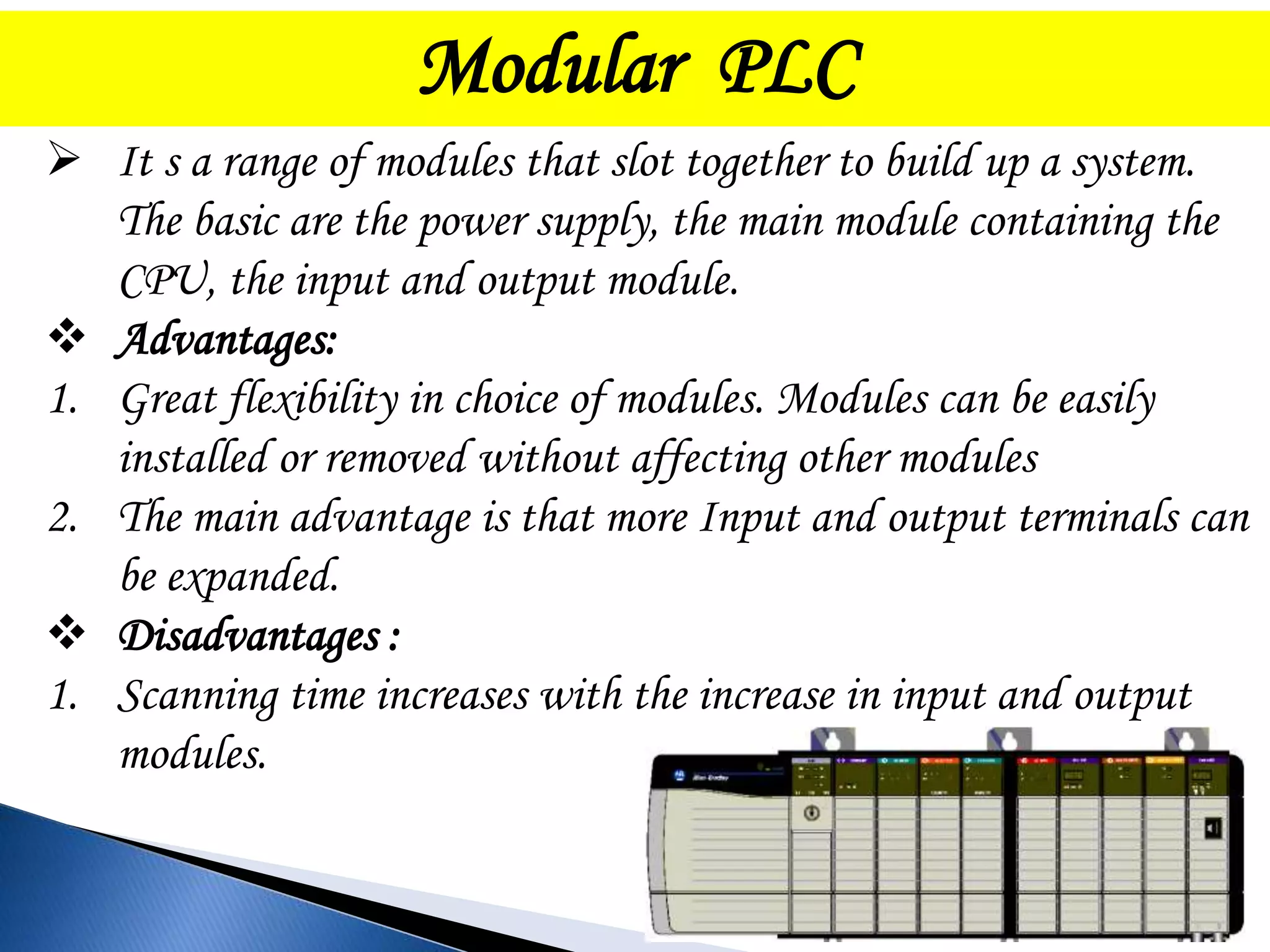
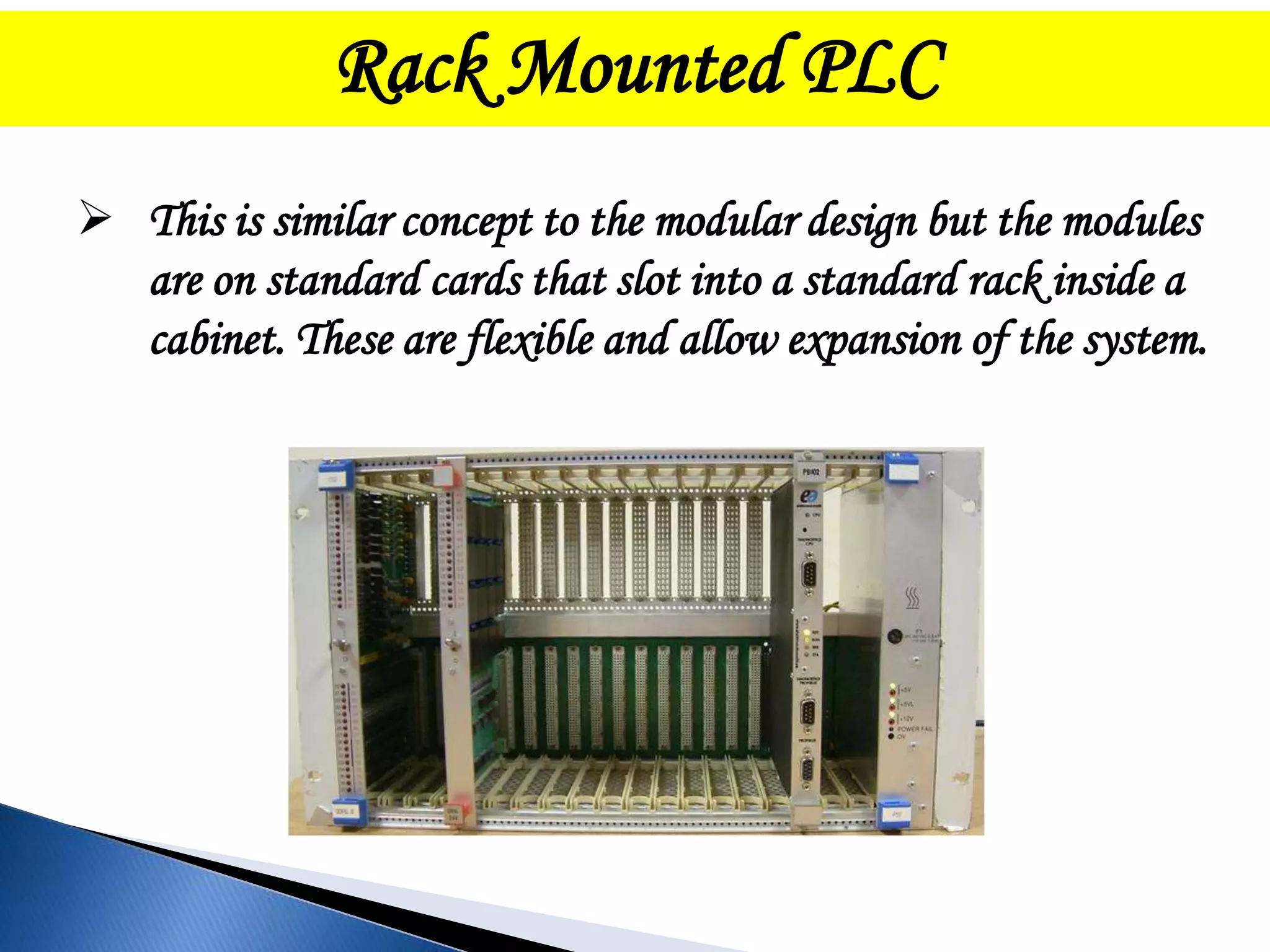


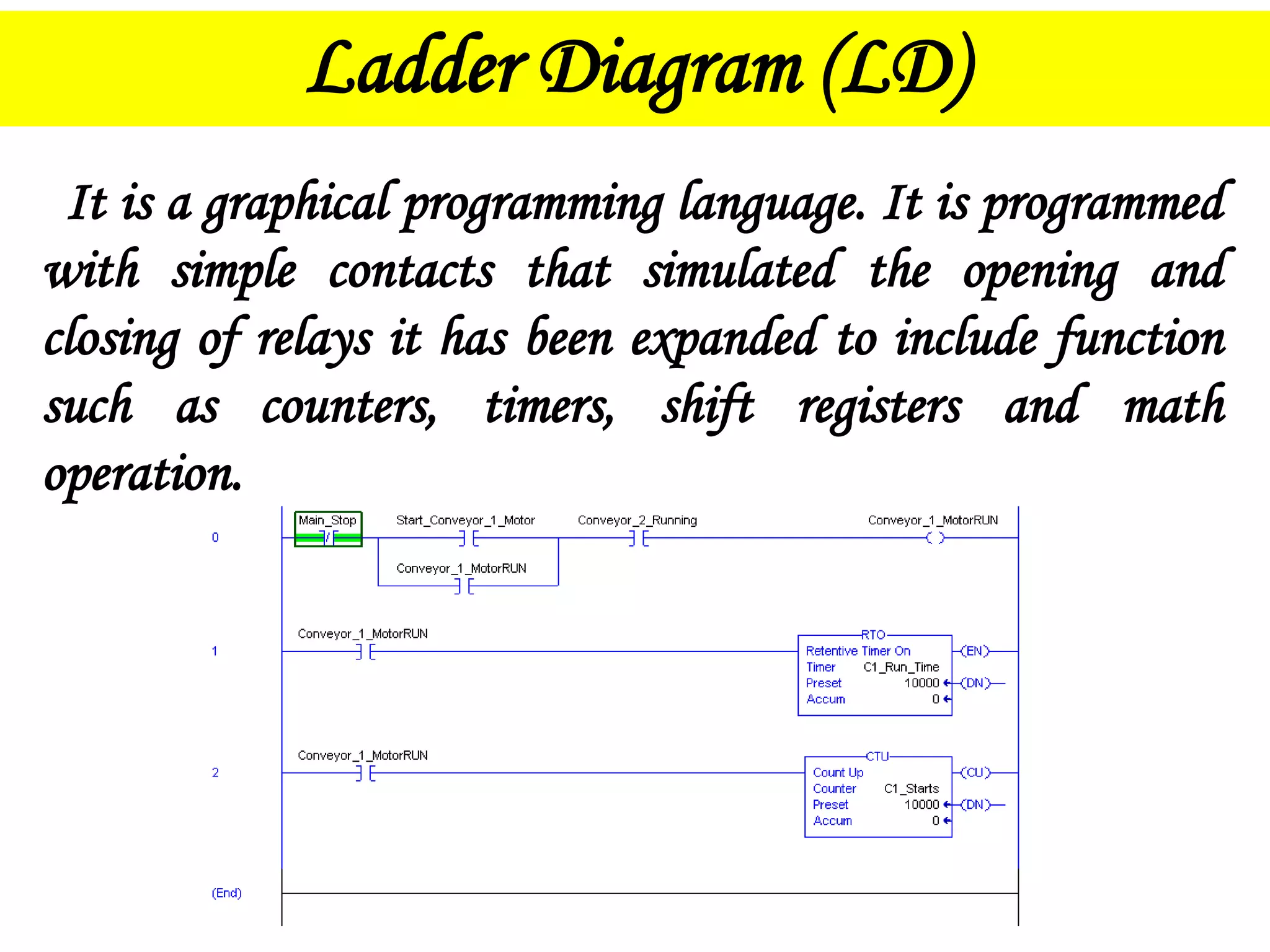
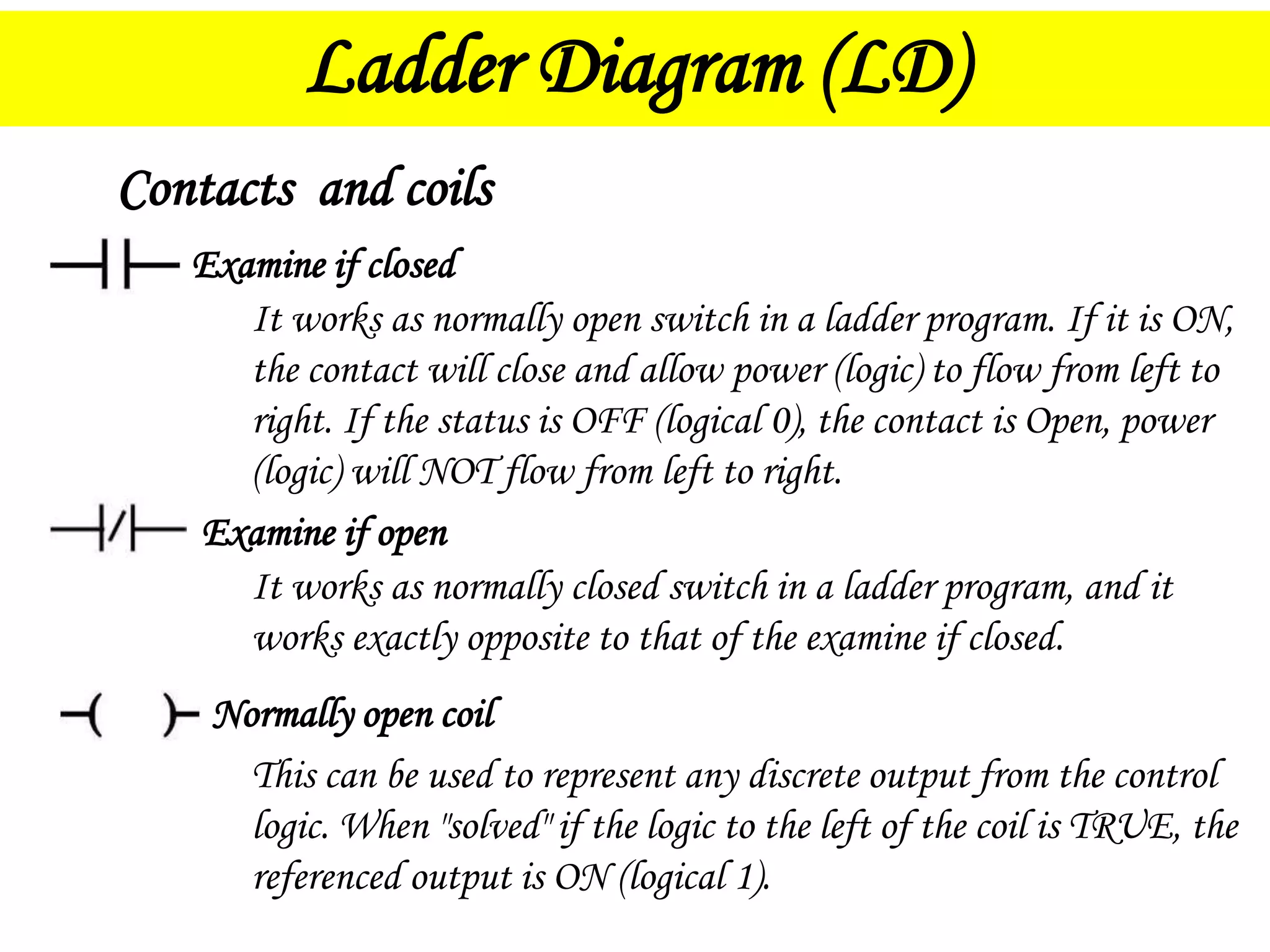
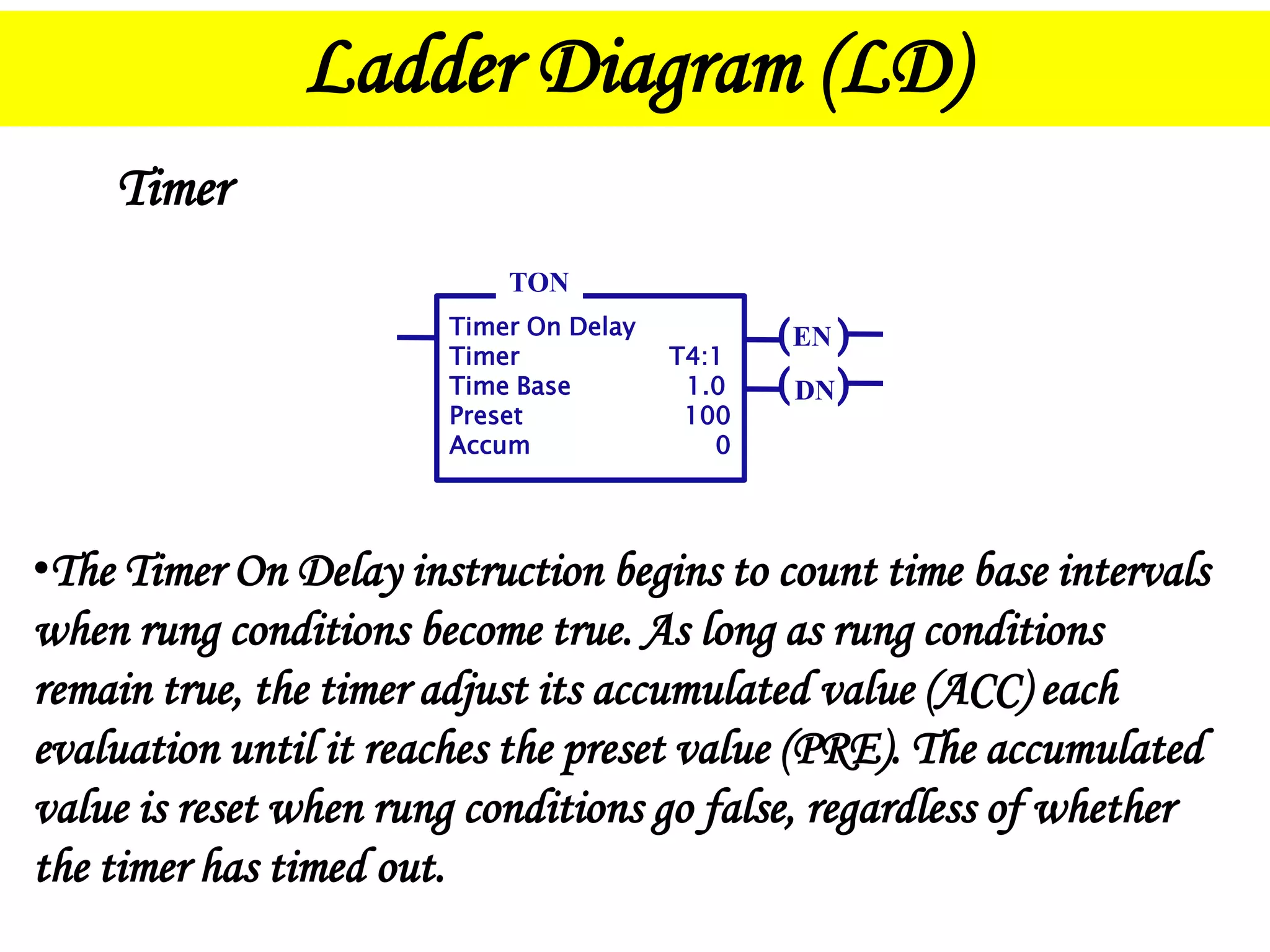
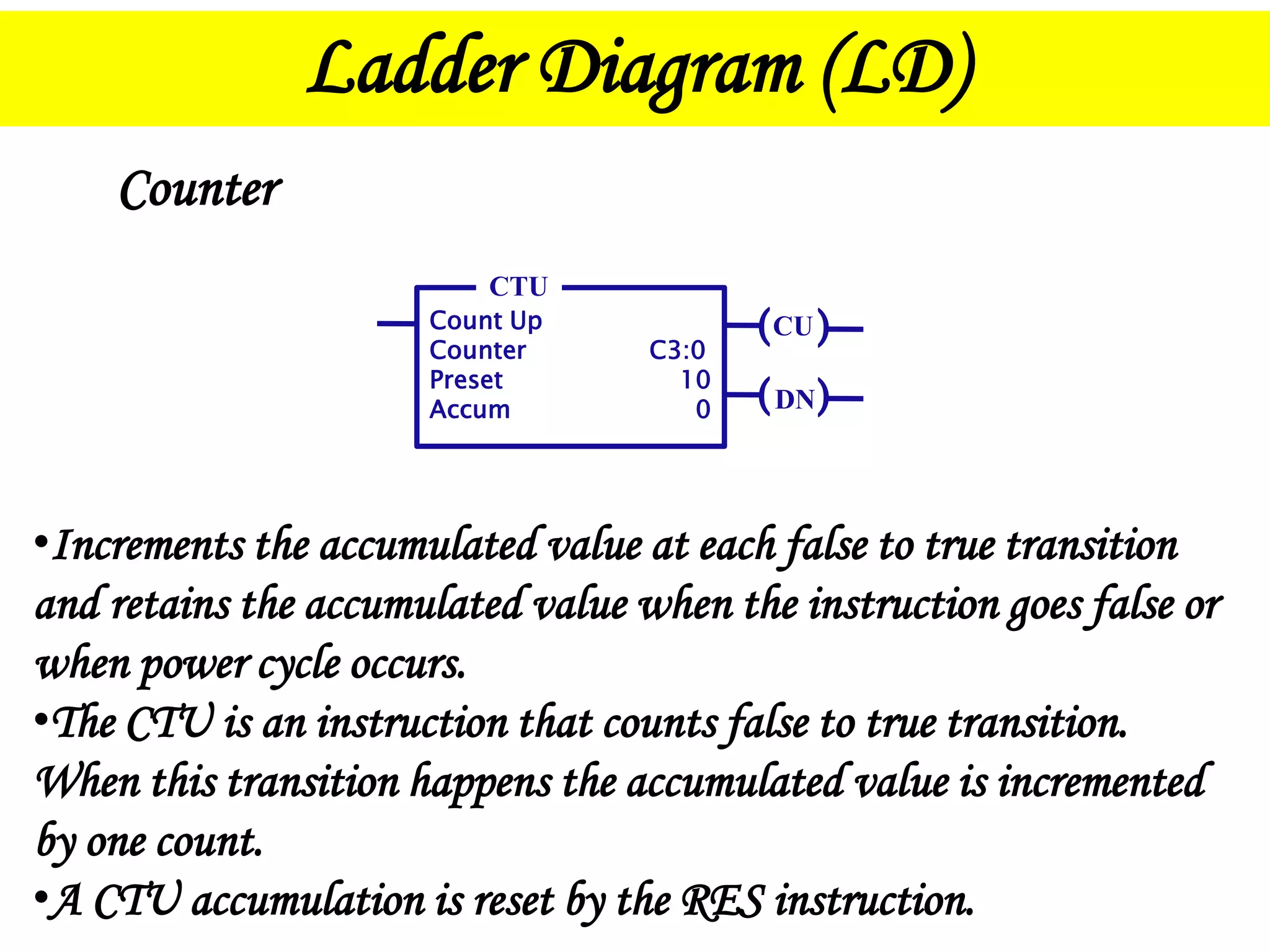
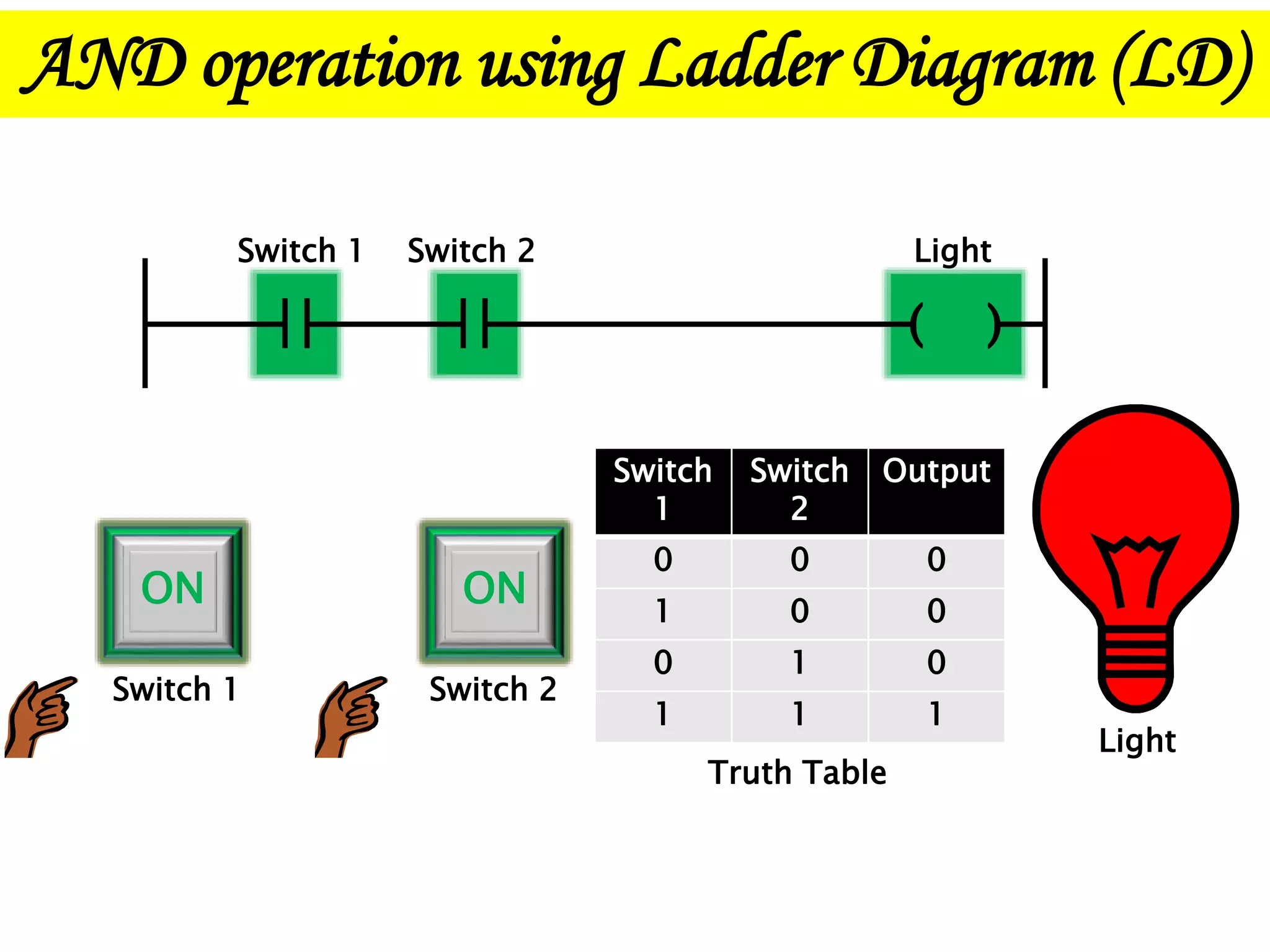

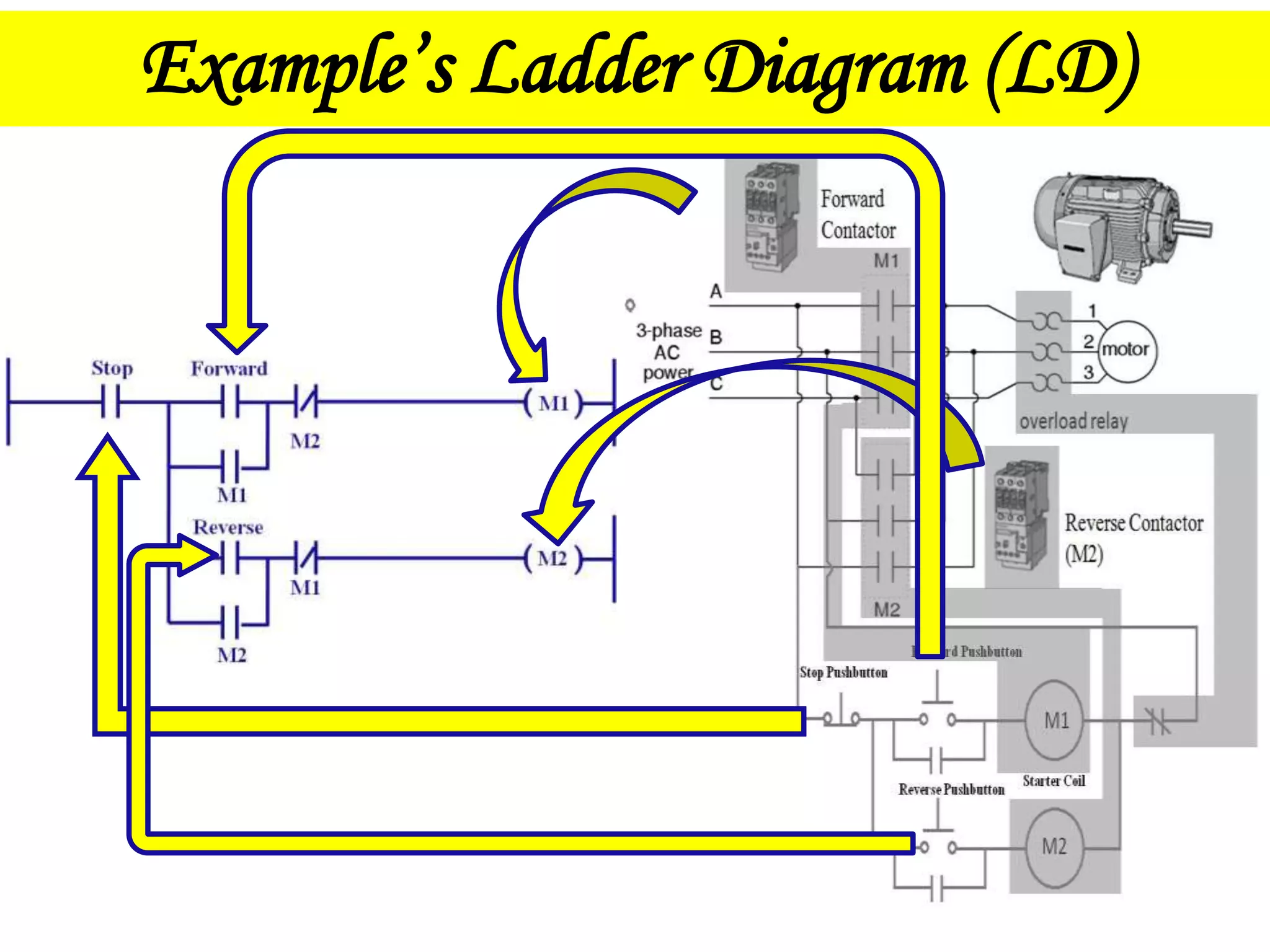
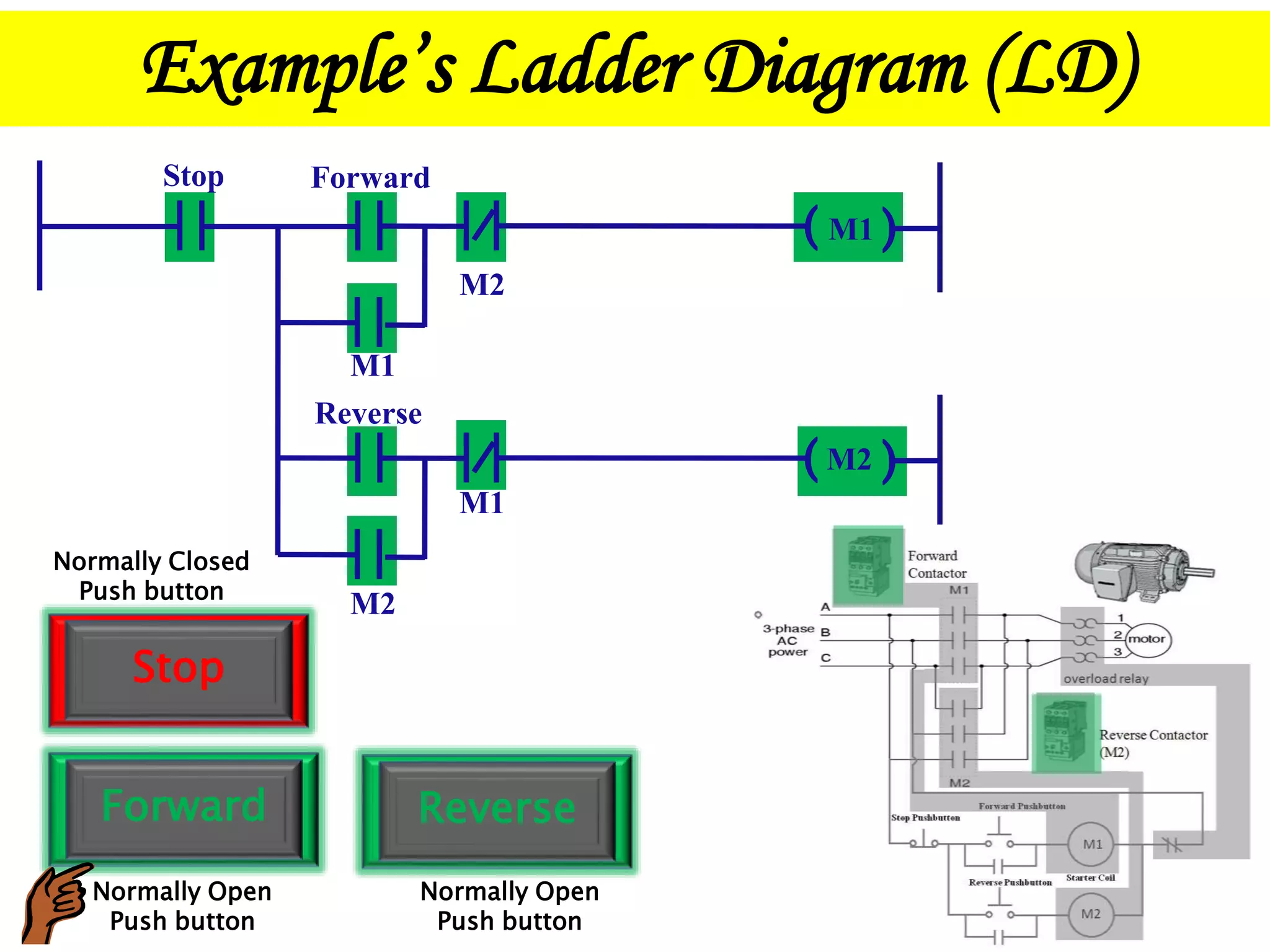


The document provides information about programmable logic controllers (PLCs). It defines a PLC as a digital computer used to automate electromechanical processes. The document then discusses the key advantages of PLCs like being cost-effective, flexible, and able to operate reliably for years. It also describes the basic architecture of a PLC including input and output modules, a central processing unit, and a programming device. Examples of ladder logic programming are also included to illustrate how PLCs can be programmed to control processes like starting motors in forward and reverse directions.