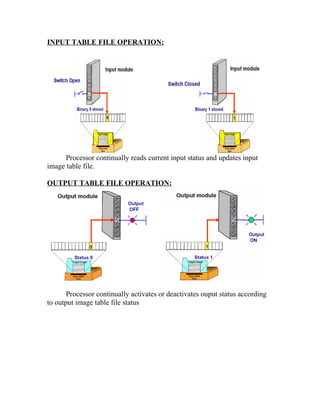
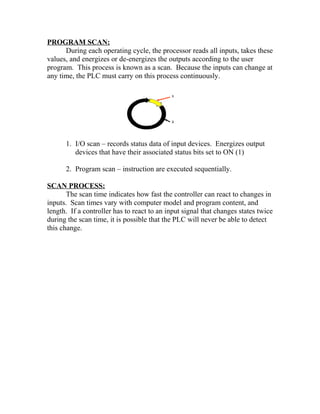
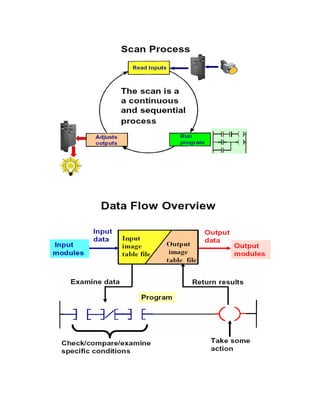
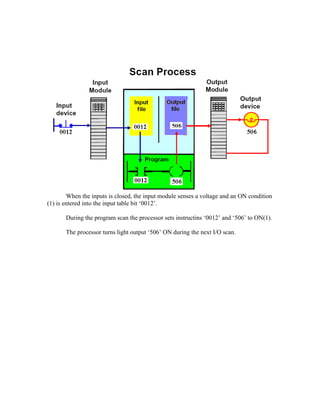
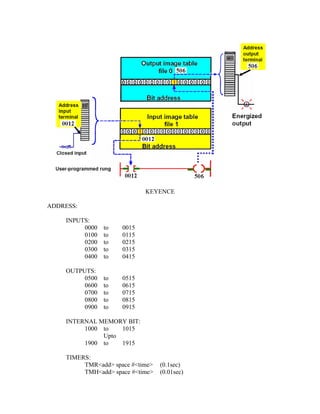
This document discusses automation and programmable logic controllers (PLCs). It defines automation as using control systems like computers to replace human operators in industrial processes. PLCs are described as programmable devices that monitor inputs, make decisions based on their program, and control outputs to automate processes. The document outlines the history of automation from manual to hardwired to PLC control and describes the basic components and programming of PLCs like inputs, outputs, memory organization, and ladder logic.