This document provides an overview of an aluminium extrusion training workshop held by Gulf Extrusions. It discusses:
1. An introduction to Gulf Extrusions, the largest aluminium extruder in the MENA region.
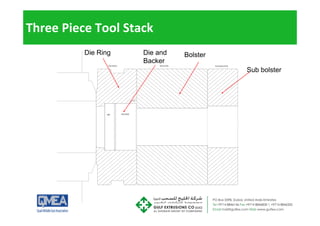
2. The aluminium extrusion process and why aluminium is commonly used. It describes the extrusion equipment and process steps.
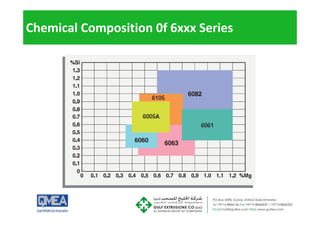
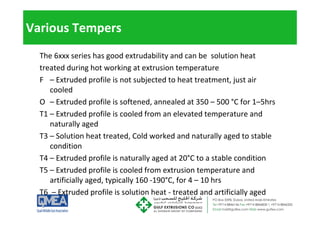
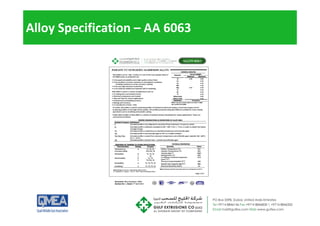
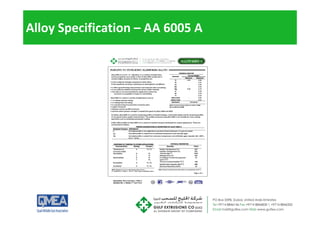
3. Aluminium alloys used in extrusion, including the 6xxx series. It covers tempers, properties, specifications and the effects of heat treatment.