Download as PDF, PPTX



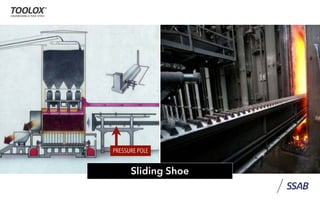

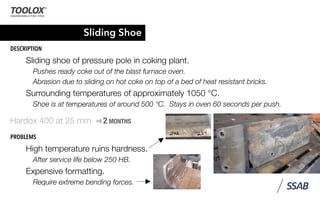
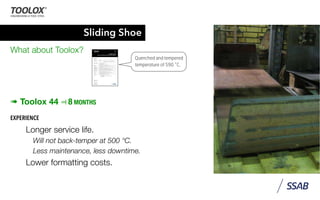
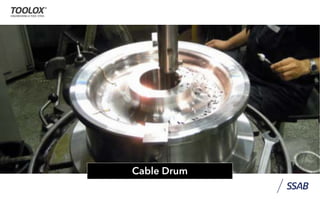








































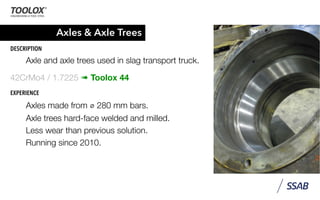




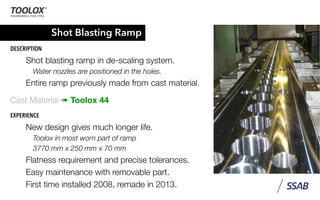










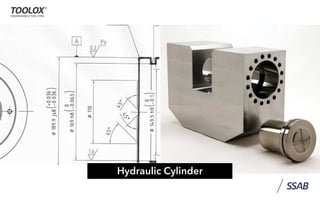



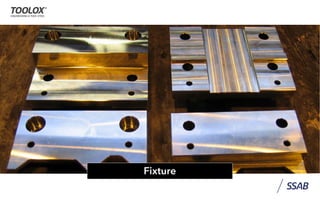


The document discusses the advantages of using Toolox 44 steel in various high-temperature applications in steel mills, highlighting its benefits such as extended service life, resistance to back-tempering, and lower maintenance costs compared to other materials like Hardox 400. It provides specific examples of components made from Toolox 33 and Toolox 44, detailing their performance in applications such as sliding shoes, bearing houses, and hydraulic cylinders. The review showcases the compatibility of Toolox with nitriding and its adherence to various quality standards, making it a preferred choice for demanding industrial environments.



























































