Downloaded 51 times

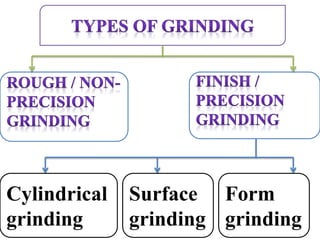
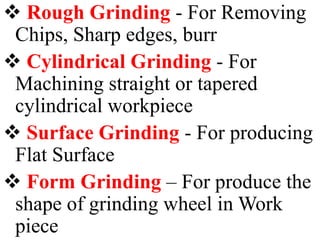
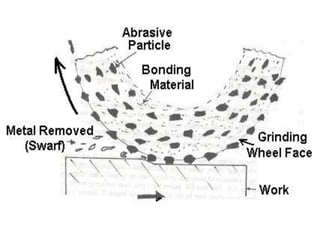




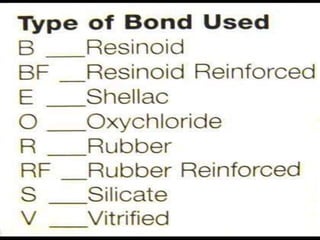

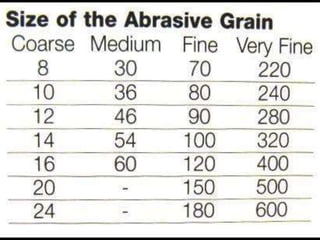
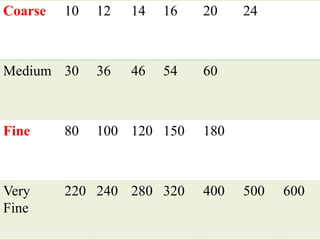
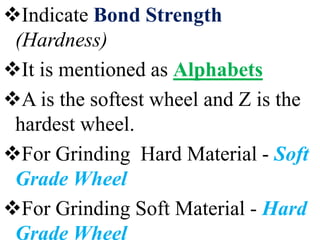




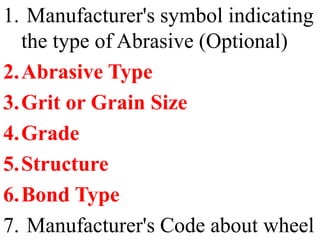
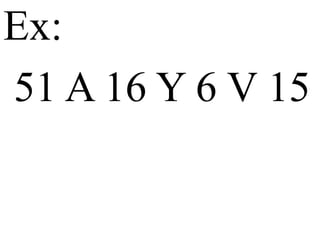
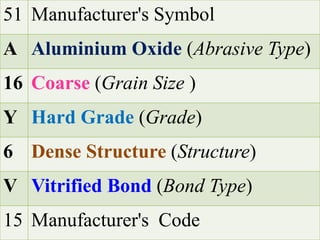
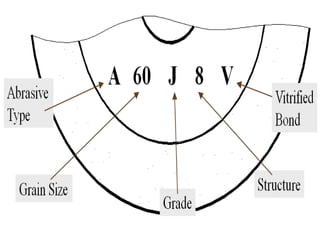
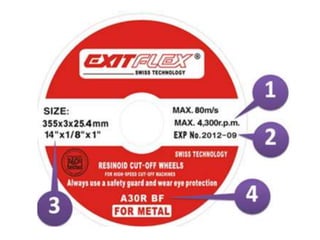
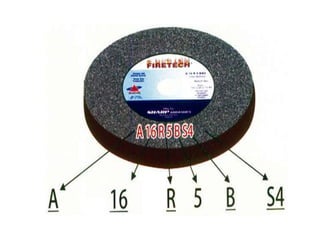


















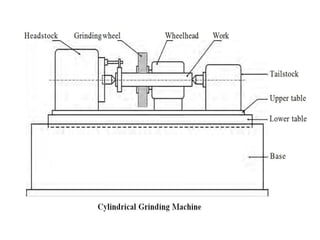
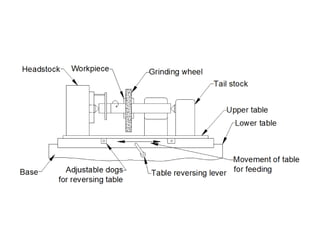
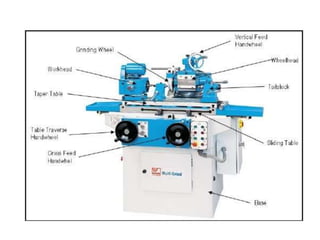
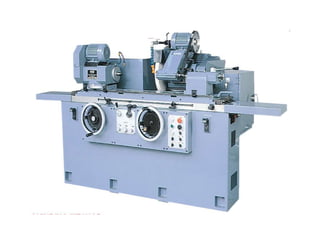









This document provides information on grinding processes. It discusses the different types of grinding including rough grinding, cylindrical grinding, surface grinding, and form grinding. The key components of grinding wheels such as abrasives, bonds, grit, grade, structure, and wheel shapes are explained. Factors for selecting the appropriate grinding wheel for a given material and operation are outlined. Common grinding machines for rough and precision grinding like pedestal grinders and cylindrical grinders are described. The document also covers grinding wheel conditioning techniques like dressing and truing.