Downloaded 272 times

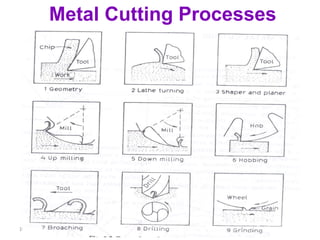



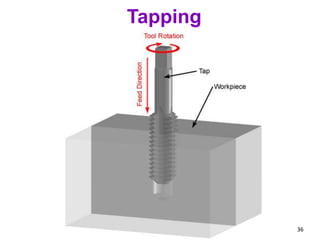
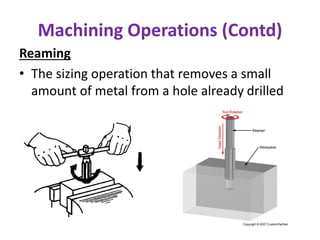
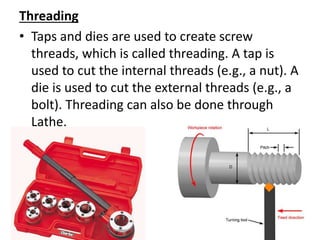
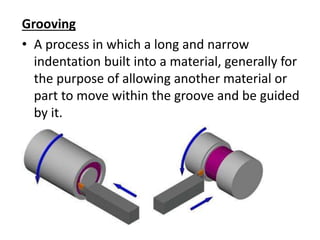

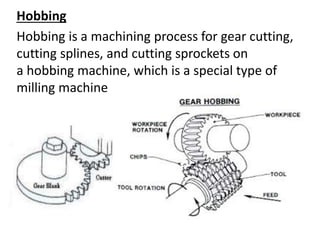
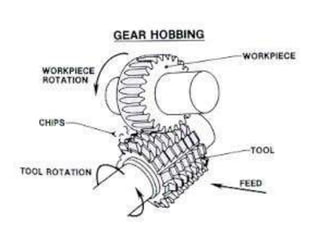


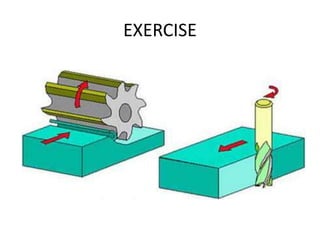
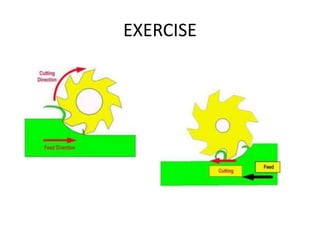
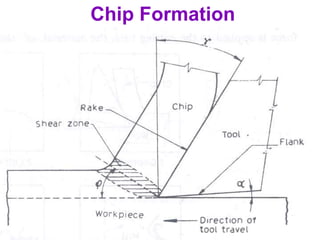
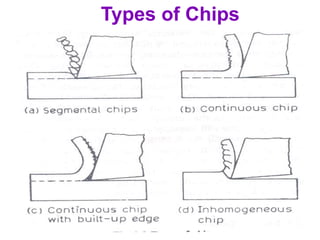
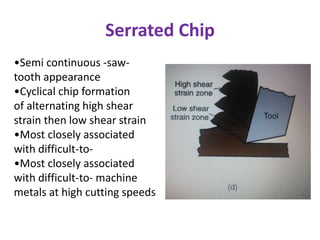


The document provides an overview of machining processes and safety procedures in a workshop. It discusses various machining operations like turning, drilling, milling, boring, tapping, threading and grinding. It also covers chip formation and different types of chips produced during machining. Workshop safety rules regarding personal protective equipment, machine operations, housekeeping and emergency response are highlighted. The document emphasizes the importance of following safety protocols to prevent injuries in the workshop.






































![Forging Process. [Workshop Practices]](https://cdn.slidesharecdn.com/ss_thumbnails/forging-metal-131007035538-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)