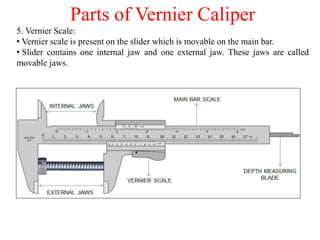
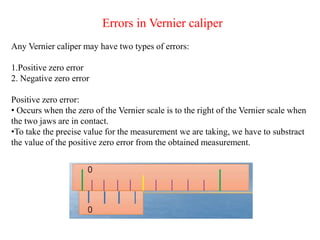
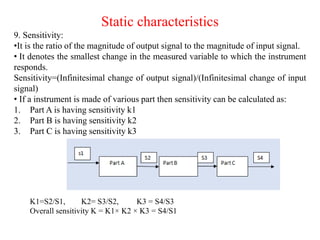
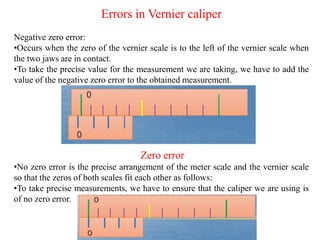
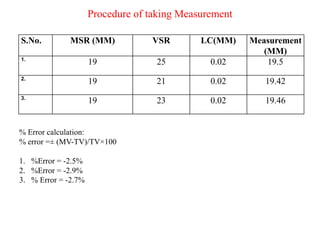
This document describes how to use a Vernier caliper to take precise measurements and calculate percentage error. It explains the parts of a Vernier caliper including internal and external jaws, depth rod, and main and Vernier scales. It provides the formula for calculating least count and how to determine measurements based on main scale reading, Vernier scale reading, and least count. The document also discusses types of errors in Vernier calipers and the procedure for taking accurate measurements and calculating percentage error.