Downloaded 35 times

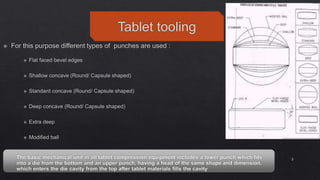





















Tablet tooling refers to the dies and punches used in tablet compression machines. There are different types of tooling based on the dimensions of the punches and dies. Punches have various parts like the head, barrel, and tip that determine properties of the compressed tablet like shape, size, and hardness. The compression process involves filling the die cavities, pre-compressing the material, and then fully compressing it under pressure to form the final tablet, which is then ejected.