Downloaded 962 times








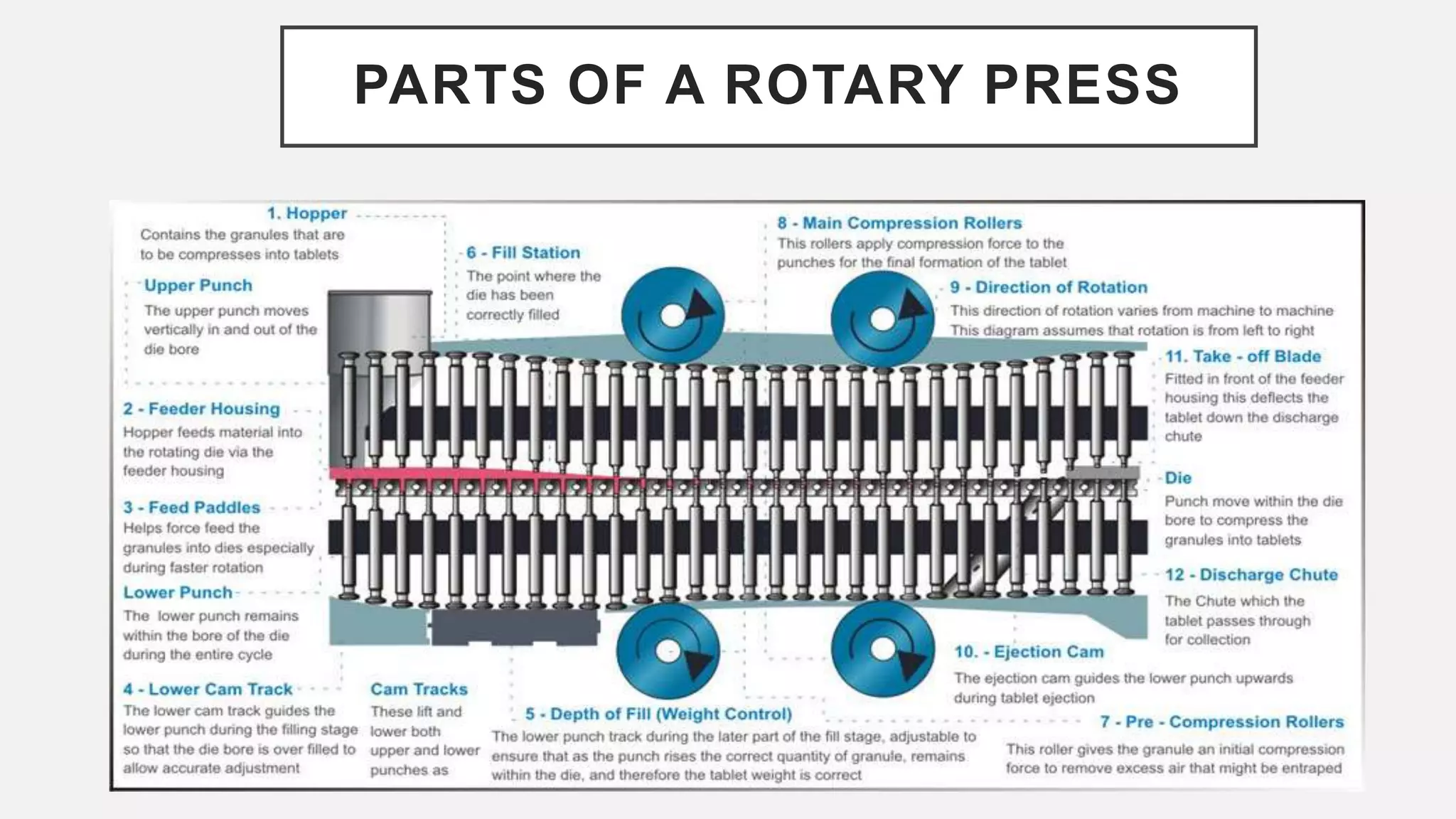
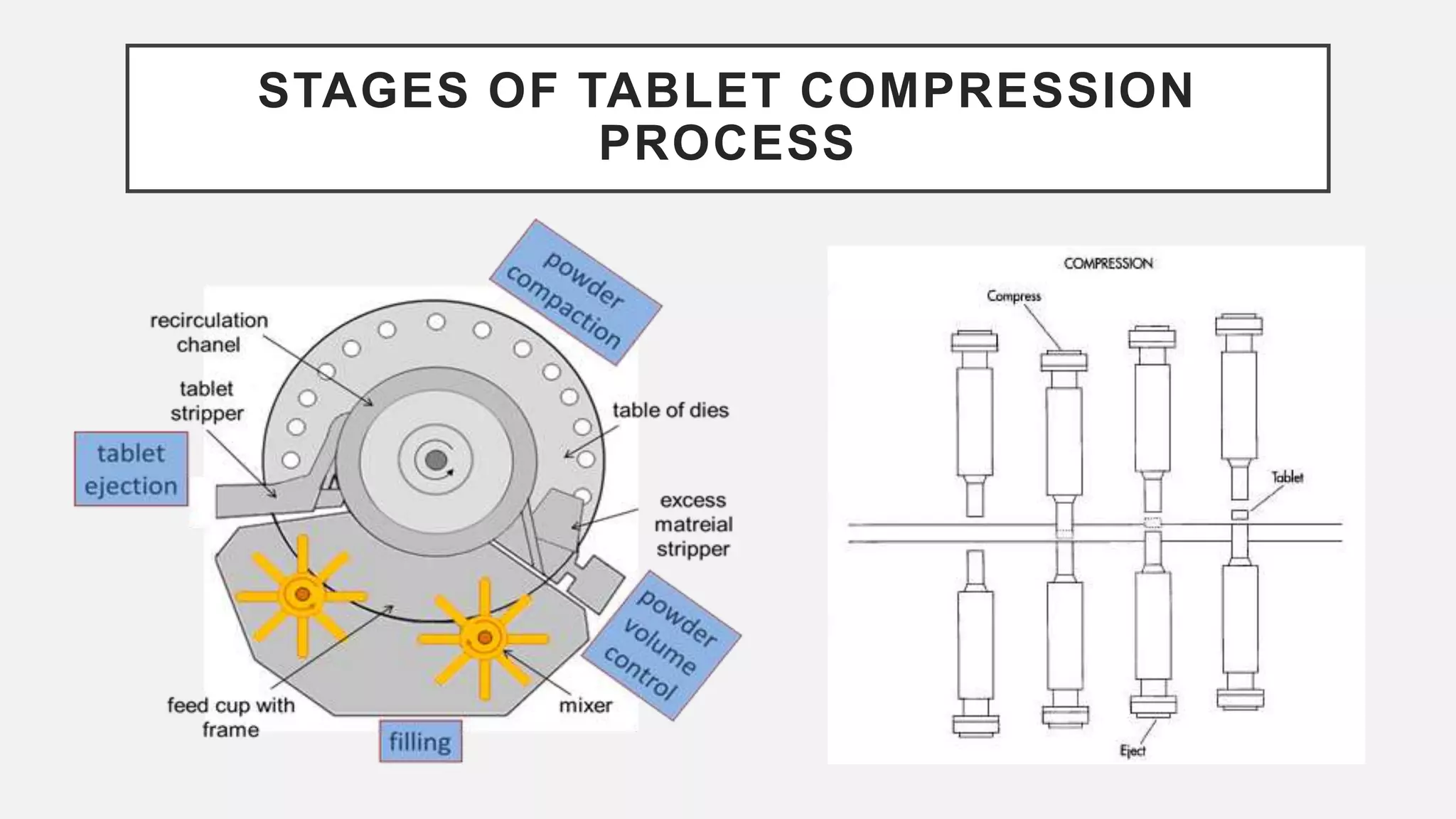
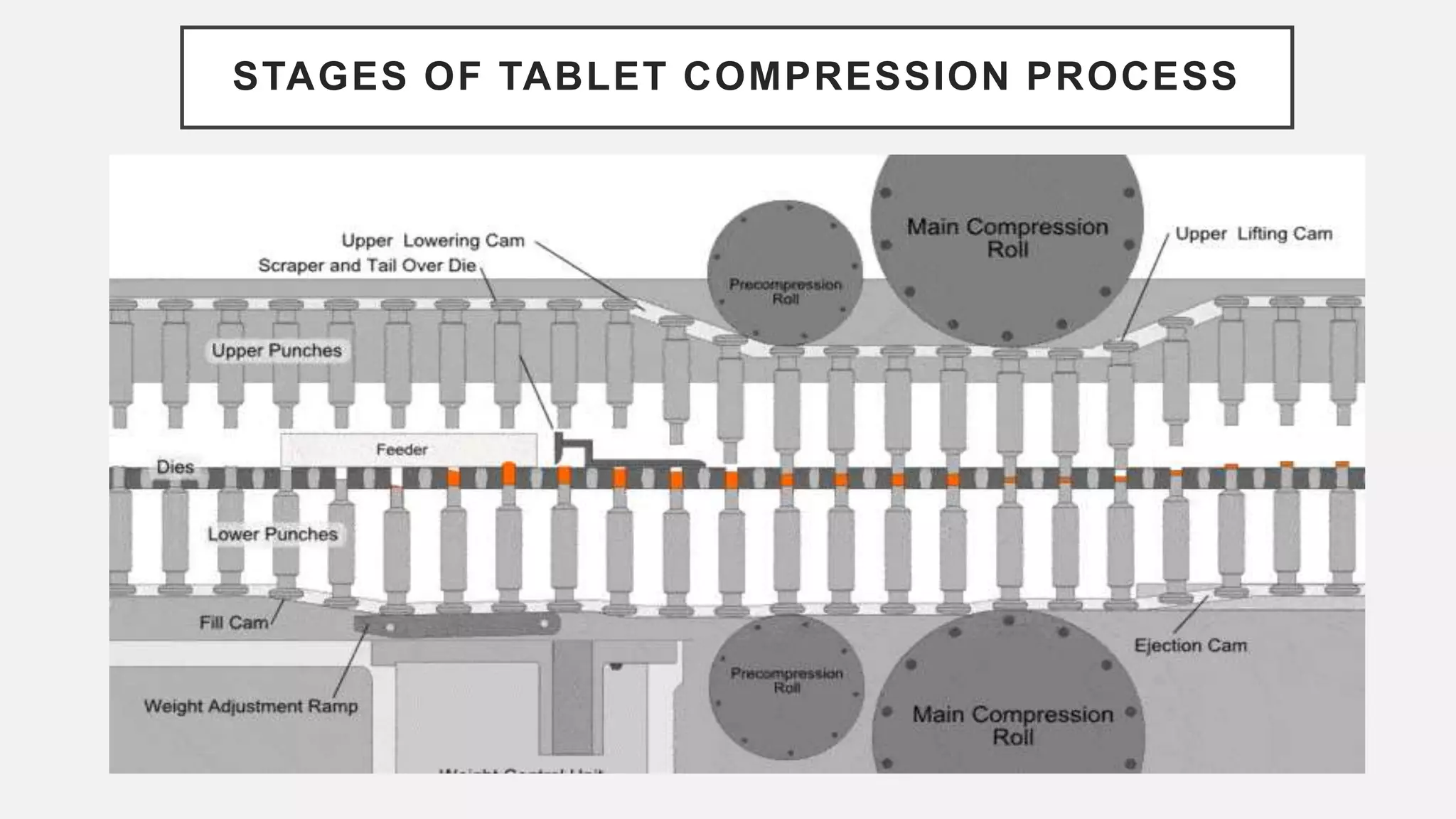




This document provides an overview of compression machines used in tablet manufacturing, including single punch and rotary presses. It describes the basic working mechanisms and parts of each type of machine. Single punch presses use a single set of tooling to compress tablets in a stamping motion, while rotary presses have multiple tooling stations on a rotating turret to compress tablets between upper and lower punches in an accordion motion and achieve higher outputs. Key parts discussed include dies, punches, cam tracks, and compression rollers.



































































