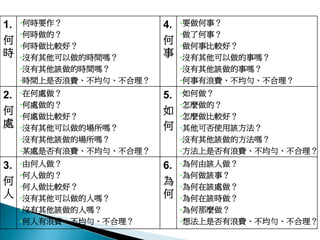
ECRS Approaches基本「發問」
(Primary Questions)
目的是什麼?
(What is the purpose ?)
何地完成 ?
(Where is it done ?)
何時完成 ?
(When is it done ?)
由何人做 ?
(Who does it ?)
如何完成 ?
(How is it done ?)
進一步「發問」
(Secondary Questions)
為何必須做 ?
(Why is it necessary ?)
為何在那裡完成 ?
(Why is it done there ?)
為何在那時完成 ?
(Why is it done then ?)
為何由此人做 ?
(Why does this person do it ?)
為何要如此做 ?
(Why is it done this way ?)
可否删除 ?
(Can it be eliminated ?)
可否合併 ?
(Can it be
combined ?)
可否重排 ?
(Can it be rearranged ?)
可否簡化 ?
(Can it be simplified ?)
合併或重排下列
項目:
地點
(Places)
次序
(Sequenc
es)
人員
(Persons)