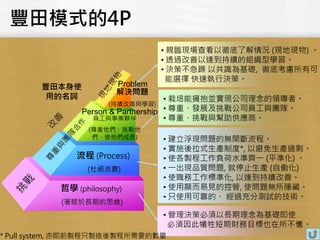
丰田生产体系(TPS)是由丰田汽车公司的大野耐一创立的一种现代化生产方式,旨在通过消除浪费和持续改善提高生产效率。TPS强调整体管理哲学、优化流程和员工发展,以实现长期价值和高效决策。文中还提及看板管理等多种方法,以支持及时生产和质量控制。