Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
EN
Uploaded by
Бат-Эрдэнэ Мягмар
5,220 views
цутгуурын систем
student
Health & Medicine
◦
Read more
6
Save
Share
Embed
Embed presentation
Download
Downloaded 41 times
1
/ 5
2
/ 5
Most read
3
/ 5
Most read
4
/ 5
Most read
5
/ 5
More Related Content
PPTX
нүүрсний баяжуулалт
by
Tulga Tuka Tlg
PPTX
флотаци1
by
Эстраад Бямбаа
PDF
Эрдэм шинжилгээний хурлын эмхтгэл
by
Bayarsaikhan Janchiv
PPTX
Насос
by
Batmagnai Bodi
PPTX
эрдсийн тодорхойлолт ба ангилал
by
Эстраад Бямбаа
PPTX
ДУ Лекц-1
by
baljka311
PPTX
ут лекц 5
by
baljka311
PDF
Jishee
by
Tuul Tuul
нүүрсний баяжуулалт
by
Tulga Tuka Tlg
флотаци1
by
Эстраад Бямбаа
Эрдэм шинжилгээний хурлын эмхтгэл
by
Bayarsaikhan Janchiv
Насос
by
Batmagnai Bodi
эрдсийн тодорхойлолт ба ангилал
by
Эстраад Бямбаа
ДУ Лекц-1
by
baljka311
ут лекц 5
by
baljka311
Jishee
by
Tuul Tuul
What's hot
PPTX
гласс иономер
by
mscoder999
PPTX
хэв авах
by
tugsjinnn 1202
PPTX
Сүүн шүдний сурвалжийн оройн холбоосын үрэвслийн шалтгаан,
by
Bat-Erdene Uuganjavkhaa
PPTX
сүүн шүдний цөгцийг метал түр бүрээсээр сэргээх нь
by
Delgertsetseg Jargaltsogt
PPTX
202 хэсэг бие даалт
by
techdental
PPTX
Шүд авах
by
tugsjinnn 1202
PPTX
суваг цэвэрлэх уусмалууд
by
tudu9586
PPTX
шүдний өсөлт хөгжил
by
mscoder999
PPTX
Их хэмжээний согогийн үед шүдэлбэр хийх
by
Maaruu Angel
PPTX
байнгын шүдний онцлог
by
mscoder999
PPTX
Сүүн болон бүрэн хэлбэржээгүй байнгын шүд
by
Zoloo Baagii
PPTX
угжны цоорол, өнгөц, дунд, гүн
by
Sin ArcSin
PPT
хүүхдийн нүүр амны эмчилгээний үед анхаарах зүйлс
by
Delgertsetseg Jargaltsogt
PPTX
сүүн шүд болон байнгын шүдний онцлог
by
Erdenetsogt Dari
PPTX
бие даалтаар унших материал
by
Бат-Эрдэнэ Мягмар
PDF
cwnifoaip
by
ssuserb994bc
PPTX
Шүдний үүсэл хөгжил
by
Zoloo Baagii
PPTX
эрүү, хоншоорын шүдний эгнээний дунд хэмжээний согогийг
by
oyunbileg08
PPTX
хүүхдийн сүүн шүдний зөөлцийн үрэвслийн эмчилгээ
by
Delgertsetseg Jargaltsogt
PDF
эрүү нүүр орчмын нэвчээс
by
ssuserb994bc
гласс иономер
by
mscoder999
хэв авах
by
tugsjinnn 1202
Сүүн шүдний сурвалжийн оройн холбоосын үрэвслийн шалтгаан,
by
Bat-Erdene Uuganjavkhaa
сүүн шүдний цөгцийг метал түр бүрээсээр сэргээх нь
by
Delgertsetseg Jargaltsogt
202 хэсэг бие даалт
by
techdental
Шүд авах
by
tugsjinnn 1202
суваг цэвэрлэх уусмалууд
by
tudu9586
шүдний өсөлт хөгжил
by
mscoder999
Их хэмжээний согогийн үед шүдэлбэр хийх
by
Maaruu Angel
байнгын шүдний онцлог
by
mscoder999
Сүүн болон бүрэн хэлбэржээгүй байнгын шүд
by
Zoloo Baagii
угжны цоорол, өнгөц, дунд, гүн
by
Sin ArcSin
хүүхдийн нүүр амны эмчилгээний үед анхаарах зүйлс
by
Delgertsetseg Jargaltsogt
сүүн шүд болон байнгын шүдний онцлог
by
Erdenetsogt Dari
бие даалтаар унших материал
by
Бат-Эрдэнэ Мягмар
cwnifoaip
by
ssuserb994bc
Шүдний үүсэл хөгжил
by
Zoloo Baagii
эрүү, хоншоорын шүдний эгнээний дунд хэмжээний согогийг
by
oyunbileg08
хүүхдийн сүүн шүдний зөөлцийн үрэвслийн эмчилгээ
by
Delgertsetseg Jargaltsogt
эрүү нүүр орчмын нэвчээс
by
ssuserb994bc
Viewers also liked
PPTX
Biye daalt #11.ppt
by
Бат-Эрдэнэ Мягмар
PPT
Biye daalt #9
by
Бат-Эрдэнэ Мягмар
PPT
Biye daalt #10
by
Бат-Эрдэнэ Мягмар
PPT
Бие даалт 01
by
Бат-Эрдэнэ Мягмар
PPTX
бие даалт 2
by
Бат-Эрдэнэ Мягмар
PDF
бие даалт №3 салст
by
Бат-Эрдэнэ Мягмар
DOCX
Даралтаар боловсруулах технологи - 2
by
Javkhlantugs Burte-Ujin
PPT
Invest 2014
by
Бат-Эрдэнэ Мягмар
DOC
Certificate of medical examination[1]
by
Бат-Эрдэнэ Мягмар
DOCX
оюутан солилцооны хөтөлбөрийн тов
by
Бат-Эрдэнэ Мягмар
DOC
Application form(english version)
by
Бат-Эрдэнэ Мягмар
PDF
Broshur dotor1
by
Бат-Эрдэнэ Мягмар
PPT
Classsification
by
Бат-Эрдэнэ Мягмар
PPTX
туйлын туяа
by
Amarjargal Bayarjargalan
DOC
Зөвлөгөө
by
oyunerdene_gansukh
PDF
Sangin taniltsulga
by
Enkhbayasgalan Paragon
ODT
7 gaihamshig
by
92baaska96
PPT
Biye daalt #9
by
Бат-Эрдэнэ Мягмар
PPTX
ОХУ-д мэргэжил дээшлүүлснээр нярайн тусламж үйлчилгээнд нэвтрүүлсэн туршлага...
by
Tumuruu Shiileg
PDF
Их, дээд сургуулийн багшийн хөгжлийн асуудалд
by
Ankhbileg Luvsan
Biye daalt #11.ppt
by
Бат-Эрдэнэ Мягмар
Biye daalt #9
by
Бат-Эрдэнэ Мягмар
Biye daalt #10
by
Бат-Эрдэнэ Мягмар
Бие даалт 01
by
Бат-Эрдэнэ Мягмар
бие даалт 2
by
Бат-Эрдэнэ Мягмар
бие даалт №3 салст
by
Бат-Эрдэнэ Мягмар
Даралтаар боловсруулах технологи - 2
by
Javkhlantugs Burte-Ujin
Invest 2014
by
Бат-Эрдэнэ Мягмар
Certificate of medical examination[1]
by
Бат-Эрдэнэ Мягмар
оюутан солилцооны хөтөлбөрийн тов
by
Бат-Эрдэнэ Мягмар
Application form(english version)
by
Бат-Эрдэнэ Мягмар
Broshur dotor1
by
Бат-Эрдэнэ Мягмар
Classsification
by
Бат-Эрдэнэ Мягмар
туйлын туяа
by
Amarjargal Bayarjargalan
Зөвлөгөө
by
oyunerdene_gansukh
Sangin taniltsulga
by
Enkhbayasgalan Paragon
7 gaihamshig
by
92baaska96
Biye daalt #9
by
Бат-Эрдэнэ Мягмар
ОХУ-д мэргэжил дээшлүүлснээр нярайн тусламж үйлчилгээнд нэвтрүүлсэн туршлага...
by
Tumuruu Shiileg
Их, дээд сургуулийн багшийн хөгжлийн асуудалд
by
Ankhbileg Luvsan
Similar to цутгуурын систем
PPTX
баяжмалыг усгүйжүүлэх
by
Эстраад Бямбаа
PDF
Нэхмэлийн үйлдвэр
by
Хотгойд Шанж Болдбаатар Ууганбаяр
PDF
Каучукан өнгө ба давхарга
by
Хотгойд Шанж Болдбаатар Ууганбаяр
PDF
Хатаах технологи
by
Хотгойд Шанж Болдбаатар Ууганбаяр
PPTX
Уул уурхайн үйлдвэрлэлийн технологийн үндэс
by
E-Gazarchin Online University
PDF
Гал унтраагуур
by
Oyunsaikhan Tsagaankhuu
PPTX
металыг хуурайдах арга барил 1
by
hulan batsuuri
PPTX
12 r angi texnologi er
by
Shagaishuu Xoo
PPTX
Erdenet comminution circuit expansion last
by
gedavaa
PPTX
гравитациар баяжуулах а рга
by
Эстраад Бямбаа
PDF
Материал судлалын шинжлэх ухаан түүний судлах зүйлс
by
Хотгойд Шанж Болдбаатар Ууганбаяр
PDF
Чийглэх технологи
by
Хотгойд Шанж Болдбаатар Ууганбаяр
PPTX
Lekts 7-mehanik-2016
by
radnaajav gerelchimeg
DOC
гарын авлага
by
davazolko222
PDF
Хөрсний шинж чанар
by
Хотгойд Шанж Болдбаатар Ууганбаяр
PPTX
Lecture 4
by
ddorjgarav
PPTX
химийн туршилтын арга техник
by
chemistry teacher
PPTX
MBON206-2015-11-20
by
E-Gazarchin Online University
PPTX
Butlalt, shigshilt iltgel ambt
by
Эстраад Бямбаа
PDF
Идээлэх ажиллагаа
by
Хотгойд Шанж Болдбаатар Ууганбаяр
баяжмалыг усгүйжүүлэх
by
Эстраад Бямбаа
Нэхмэлийн үйлдвэр
by
Хотгойд Шанж Болдбаатар Ууганбаяр
Каучукан өнгө ба давхарга
by
Хотгойд Шанж Болдбаатар Ууганбаяр
Хатаах технологи
by
Хотгойд Шанж Болдбаатар Ууганбаяр
Уул уурхайн үйлдвэрлэлийн технологийн үндэс
by
E-Gazarchin Online University
Гал унтраагуур
by
Oyunsaikhan Tsagaankhuu
металыг хуурайдах арга барил 1
by
hulan batsuuri
12 r angi texnologi er
by
Shagaishuu Xoo
Erdenet comminution circuit expansion last
by
gedavaa
гравитациар баяжуулах а рга
by
Эстраад Бямбаа
Материал судлалын шинжлэх ухаан түүний судлах зүйлс
by
Хотгойд Шанж Болдбаатар Ууганбаяр
Чийглэх технологи
by
Хотгойд Шанж Болдбаатар Ууганбаяр
Lekts 7-mehanik-2016
by
radnaajav gerelchimeg
гарын авлага
by
davazolko222
Хөрсний шинж чанар
by
Хотгойд Шанж Болдбаатар Ууганбаяр
Lecture 4
by
ddorjgarav
химийн туршилтын арга техник
by
chemistry teacher
MBON206-2015-11-20
by
E-Gazarchin Online University
Butlalt, shigshilt iltgel ambt
by
Эстраад Бямбаа
Идээлэх ажиллагаа
by
Хотгойд Шанж Болдбаатар Ууганбаяр
More from Бат-Эрдэнэ Мягмар
PDF
References safety guidelines 17
by
Бат-Эрдэнэ Мягмар
PDF
References prevention 17
by
Бат-Эрдэнэ Мягмар
PDF
References pfm 17
by
Бат-Эрдэнэ Мягмар
PDF
References oral disease 17
by
Бат-Эрдэнэ Мягмар
PDF
бие даалт №2 салст
by
Бат-Эрдэнэ Мягмар
PDF
бие даалт №1 салст
by
Бат-Эрдэнэ Мягмар
PDF
бие даалт №4 хавдар
by
Бат-Эрдэнэ Мягмар
PPT
Бие даалт 1
by
Бат-Эрдэнэ Мягмар
PPTX
дадлагат тавигдах шаардлага
by
Бат-Эрдэнэ Мягмар
PPTX
Biye daalt #8
by
Бат-Эрдэнэ Мягмар
PPTX
Biye daalt #7
by
Бат-Эрдэнэ Мягмар
PPTX
Biye daalt #6
by
Бат-Эрдэнэ Мягмар
PPTX
Biye daalt #5
by
Бат-Эрдэнэ Мягмар
PPTX
Biye daalt #4
by
Бат-Эрдэнэ Мягмар
PPTX
Biye daalt #3
by
Бат-Эрдэнэ Мягмар
PDF
Broshur nuur1
by
Бат-Эрдэнэ Мягмар
References safety guidelines 17
by
Бат-Эрдэнэ Мягмар
References prevention 17
by
Бат-Эрдэнэ Мягмар
References pfm 17
by
Бат-Эрдэнэ Мягмар
References oral disease 17
by
Бат-Эрдэнэ Мягмар
бие даалт №2 салст
by
Бат-Эрдэнэ Мягмар
бие даалт №1 салст
by
Бат-Эрдэнэ Мягмар
бие даалт №4 хавдар
by
Бат-Эрдэнэ Мягмар
Бие даалт 1
by
Бат-Эрдэнэ Мягмар
дадлагат тавигдах шаардлага
by
Бат-Эрдэнэ Мягмар
Biye daalt #8
by
Бат-Эрдэнэ Мягмар
Biye daalt #7
by
Бат-Эрдэнэ Мягмар
Biye daalt #6
by
Бат-Эрдэнэ Мягмар
Biye daalt #5
by
Бат-Эрдэнэ Мягмар
Biye daalt #4
by
Бат-Эрдэнэ Мягмар
Biye daalt #3
by
Бат-Эрдэнэ Мягмар
Broshur nuur1
by
Бат-Эрдэнэ Мягмар
цутгуурын систем
1.
Цутгуурын систем ба
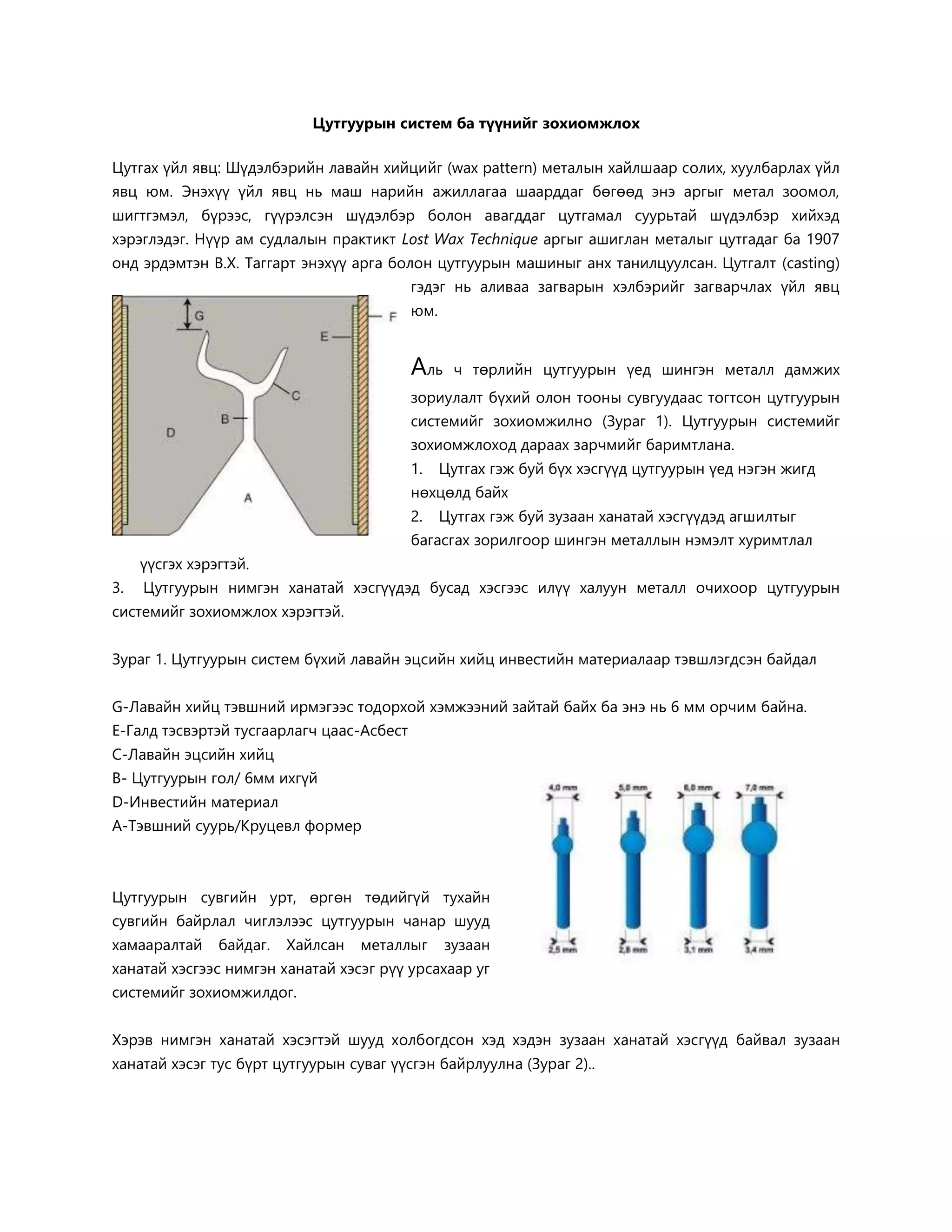
түүнийг зохиомжлох Цутгах үйл явц: Шүдэлбэрийн лавайн хийцийг (wax pattern) металын хайлшаар солих, хуулбарлах үйл явц юм. Энэхүү үйл явц нь маш нарийн ажиллагаа шаарддаг бөгөөд энэ аргыг метал зоомол, шигтгэмэл, бүрээс, гүүрэлсэн шүдэлбэр болон авагддаг цутгамал суурьтай шүдэлбэр хийхэд хэрэглэдэг. Нүүр ам судлалын практикт Lost Wax Technique аргыг ашиглан металыг цутгадаг ба 1907 онд эрдэмтэн В.Х. Таггарт энэхүү арга болон цутгуурын машиныг анх танилцуулсан. Цутгалт (casting) гэдэг нь аливаа загварын хэлбэрийг загварчлах үйл явц юм. Aль ч төрлийн цутгуурын үед шингэн металл дамжих зориулалт бүхий олон тооны сувгуудаас тогтсон цутгуурын системийг зохиомжилно (Зураг 1). Цутгуурын системийг зохиомжлоход дараах зарчмийг баримтлана. 1. Цутгах гэж буй бүх хэсгүүд цутгуурын үед нэгэн жигд нөхцөлд байх 2. Цутгах гэж буй зузаан ханатай хэсгүүдэд агшилтыг багасгах зорилгоор шингэн металлын нэмэлт хуримтлал үүсгэх хэрэгтэй. 3. Цутгуурын нимгэн ханатай хэсгүүдэд бусад хэсгээс илүү халуун металл очихоор цутгуурын системийг зохиомжлох хэрэгтэй. Зураг 1. Цутгуурын систем бүхий лавайн эцсийн хийц инвестийн материалаар тэвшлэгдсэн байдал G-Лавайн хийц тэвшний ирмэгээс тодорхой хэмжээний зайтай байх ба энэ нь 6 мм орчим байна. E-Галд тэсвэртэй тусгаарлагч цаас-Асбест С-Лавайн эцсийн хийц B- Цутгуурын гол/ 6мм ихгүй D-Инвестийн материал А-Тэвшний суурь/Круцевл формер Цутгуурын сувгийн урт, өргөн төдийгүй тухайн сувгийн байрлал чиглэлээс цутгуурын чанар шууд хамааралтай байдаг. Хайлсан металлыг зузаан ханатай хэсгээс нимгэн ханатай хэсэг рүү урсахаар уг системийг зохиомжилдог. Хэрэв нимгэн ханатай хэсэгтэй шууд холбогдсон хэд хэдэн зузаан ханатай хэсгүүд байвал зузаан ханатай хэсэг тус бүрт цутгуурын суваг үүсгэн байрлуулна (Зураг 2)..
2.
Цутгуурын гол нь
1.5 мм-ээс багагүй өргөнтэй байх хэрэгтэй ба 3-4 мм-ээс өргөн байж болохгүй бөгөөд энэ тохиолдолд цутгах явцад суваг бөглөрөх аюултай. Шүдэлбэрийн том хэмжээний эд анги/ гүүрэлсэн ба цутгамал тагнайтай шүдэлбэр/ цутгахад нэг гол цутгуурын суваг байрлуулан түүнээс салбарласан олон жижиг цутгуурын суваг бэлтгэнэ. Хэрэв жижиг хэмжээтэй 2-3 ширхэг эд анги цутгах гэж байгаа бол 2-3 металл гол өөр хооронд нь зөрөлдүүдэн бөйрлуулж болно. 0.35-0.55 мм зузаантай шүдэдбэрийн эд анги /дан цутгамал бүрээс ба гүүрэлсэн шүдэлбэр/ цутгаж буй тохиолдолд хэсэг тус бүрт хүрэлцэх 2-2.5 мм-ийн диаметртэй нэг гол байрлуулна. Өөр хоорондоо хэмжээгээр ижил олон эд ангийг цутгах үед цутгуур үүсгэгч голыг байрлуулахдаа 3-4 мм-ийн диаметртэй нэг гол лавай байрлуулаад түүнд 1.5-2.0 мм-ийн диаметртэй 0.5 см урттай жижиг лавайн голыг гацуур мод мэт байрлуулж тэдгээрт цутгах гэж буй шүдэлбэрийн эд ангиудыг бэхлэж өгнө. Агшилтын орон зай үүсэх нь цутгуурын чанарыг эрс алдагдуулна. Энэхүү агшилтын орон зай нь металлыг цутгасаны дараа шингэн металл нь гадаргуугаасаа эхлэн хөрж, хөрсөн хэсэг нь хатаж эхэлдэг бол түүний дундах хэсэг нь шингэн хэвээр байна. Ийнхүү шингэн хэсэг хатуурахад металлын хайлш бүх эзлэхүүнээрээ агших бөгөөд энэ үед цутгуурын тэвшинд хоосон орон зай үүсэхийг агшилтын орон зай гэнэ. Энэхүү агшилтын орон зайг үсгэхгүй байх металлын агшилтийг багасгах зорилгоор цутгасан эд ангийн ойролцоо металлын нэмэлт хуримтлал үүсгэх бөгөөд түүнийг муфт гэнэ (Зураг 3). Металлыг хатах үед үүссэн агшилтын орон зайд энэхүү муфтанд хуримтлагдсан металл урсан орж дүүргэсэнээр орон зай битүүрнэ. Их хэмжээтэй металл эд ангийг цутгахад хэдийгээр муфт байрлуулсан ч гэсэн агшилтын орон зай үүсэх тохиолдол байна. Энэ тохиолдолд муфттай нэмэлт цутгуурын суваг үүсгэж өгнө. Цутгуурын системд агаар ялгаруулагч суваг үүсгэх хэрэгтэй. Учир нь ихэнх галд тэсвэртэй материалууд нь хий хангалттай нэвтрүүлдэггүй тул энэ нь цутгуур чанартай болоход чухал нөлөөтэй.
3.
Инвестлэхийн өмнө цутгуурын
зохиомжоо цутгуурын тэвшний суурьт бэхлэхдээ дараах хэмжээсүүд анхаарч ажиллах ёстой (Зураг 4). Загварыг цутгах ба цутгуурын аппаратуудын тухай. Нүр амны согог гажиг заслын практикт хэрэглэгдэж буй металлын хайлшуудыг хайлах температураас нь хамааруулан 3 бүлэг болгоно. 1-р бүлгийн металлууд нь 300С хүртэл температурт хайлах ба эдгээрийг түргэн хайлагч металлууд гэж нэрлэнэ.Энэ бүлэгт тугалга, зэс зэрэг металлууд хамаарагдах бөгөөд хар тугалга өргөн хэрэглэгдэнэ. 2-р бүлэгт 1100С хүртэл температурт хайлах металлууд хамаарна.Энэ бүлэгт алт цагаан алтны хайлшууд орно. 3-р бүлэгт 1200С-ээс дээш температурт хайлдаг металлууд багтана.Үүнд зэвэрдэггүй ган , хромкобальтийн хайлшууд хамаарна. Нэгдүгээр бүлгийн металлуудыг тусгай халбаганд хийн спиртэн дэн ба хийн дэн дээр барин хайлуулж болно. Харин хоёр, гуравдугаар бүлгийн металлуудыг хайлуулахад өндөр температур гаргадаг тусгай аппарат хэрэгтэй. Хамгийн энгийн зохиомжтой хайлуулах аппарат нь бензиний аппарат юм. Уг аппарат нь хий хураагуур-компрессор, хөл хөөргө, бензиний сав-карбюратор ба дөлөөр үлээгч хошуу-пистолет зэргээс тогтоно. Агаар бензиний саванд орж хийн бөмбөлөг үүсгэн бензинийг ууршуулж ууршсан бензин үлээгч хошуунд очин ноцож дөл гэргаснаар дулаан үүснэ. Дөлний үлээлтийг тусгай тохируулагчаар тохируулна. Үлээх хийн даралтыг тогтмол байлгахын тулд автомат хий хураагуур ашиглах нь илүү тохиромжтой. Бензиний аппарат нь 1200С хүртэл дулаан үүсгэх чадалтай. Сүүлийн үед хүчилтөрөгч-Ацетилин, Пропаны дөлөөр металлыг хайлуулах арга өргөнөөр ашиглагдаж байна. Цутгуурыг металлын хайлшийг хайлуулах ба цутгах хавсарсан үйлдэлтэй тусгай аппаратанд гүйцэтгэнэ.
4.
Лавай загварыг хайлуулсаны
дараа үүссэн хөндийг дүүргэхийн тулд даралт ашиглана. Даралтыг хэрхэн үүсгэж буйгаас нь хамааруулан цутгах аргыг дараах байдлаар ангилна. А.Даралтаар Б.Төвөөс зугатах хүчний нөлөөгөөр В.Вакуумаар буюу хасах даралт үүсгэн Төвөөс зугатах хүчний нөлөөгөөр цутгах аргыг хамгийн өргөн хэрэглэнэ. Цутгуурын олон төрлийн аппаратууд энэхүү аргад тулгуурлан зохиогдсон байдаг. Эдгээрээс хамгийн энгийн зохиомжтой нь гар центрифуг юм. Вакуумаар цутгах аргын үндэс нь загварын хөндий дотор хасах даралт үүсгэх явдал юм. Уг хасах даралтын нөлөөгөөр хөндий металлын хайлшаар дүүрнэ. Шүдэлбэрийн цутгасан металл эд ангийг засаж өнгөлөх Шүдэлбэрийн эд ангийг цутгасаны дараа цутгуурын тэвшийг тасалгааны хэмд хөргөнө. Дараа нь гипсний хутгаар болгоомжтой инвестийн хэсгээс салган цутгасан эд ангийг чөлөөлнө. Шүдэлбэрийг зэвэрдэггүй гангаар цутгасан тохиолдолд зарим үед инвест нь металлтай нягт наалдсан байдаг. Энэ тохиолдолд хүчил шүлт хэрэглэн тусгай саванд хэт авиа гаргагч болон доргиогч аппаратуудын тусламжтайгаар салгана. Цутгагдсан гол, муфтыг алмазан дискээр тасдаж салган авна. Дараа нь карборунд чулуу болон алмазан бороор засаж өнгөлнө. Алтаар цутгасан шүдэлбэрийн эд ангийг маш болгоомжтой засах хэрэгтэй. Тухайн шүдэлбэрийн эрүүл ахуйн шаардлагыг сайжруулах зорилгоор хэд хэдэн үе шат дамжин өнгөлгөө хийгддэг. Металлын гадаргуу дээрх илүүдэл материалыг төрөл бүрийн багаж ашиглан гадаргууг өөлнө. Ингэхдээ бүдүүн ширхэгтэй багажаас эхлэн нарийн ширхэгтэй жижиг ширхэгтэй багаж гэсэн дарааллаар өөлнө. Өнгөлгөөг механик ба электрохимийн гэсэн хоёр төрлийн аргаар гүйцэтгэнэ.
5.
Өнгөлгөөний механик арга.
Энэ арга нь зарчимийн хувьд металл эд ангийг зүлгэхтэй адил боловч уг ажилбарын үед маш нарийн ширхэгтэй багаж мөн тусгай өнгөлгөөний нунтаг ашигладаг. Энэхүү аргын нэгэн хэлбэр нь элсээр шүрших арга юм. Энэ аргаар голдуу цутгамал шүдэлбэрийн металл их биеийг өнгөлөх бөгөөд тусгай аппаратын тусламжтай гүйцэтгэнэ. Уг аппарат нь гадаад орчноос тусгаарлагдсан битүү нөхцөлд 3-5 атм даралт бүхий агаараар кварц элсэнд үйлчлэн металл эд ангийг өнгөлнө. Өнгөлгөөний электрохимийн арга. Энэ аргын үед цахилгаан гүйдлийн тусламжтайгаар металлын гадаргуугийн барзгар өө сэвийг уусган өнгөлнө.Тухайн өнгөлөх гэж буй металлыг анод болгоод цахилгаан гүйдэл нэвтрүүлэхэд анодоос буюу металлын барзгар хэсгээс катод руу металлын ион шилжих замаар металлын гадаргуу өнгөлөгдөнө.
Download









































![Certificate of medical examination[1]](https://cdn.slidesharecdn.com/ss_thumbnails/certificateofmedicalexamination1-141119083008-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)














































