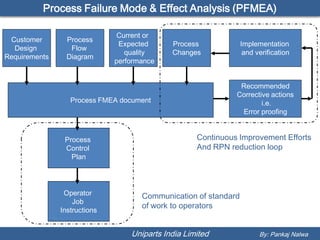
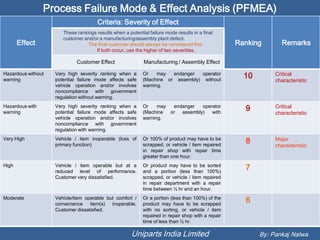
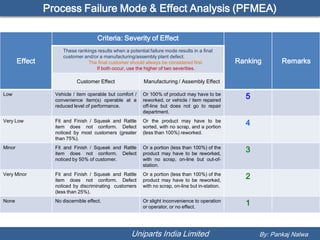
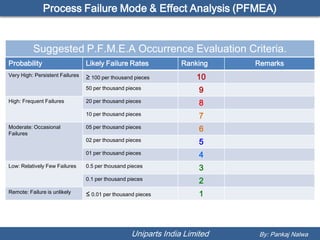
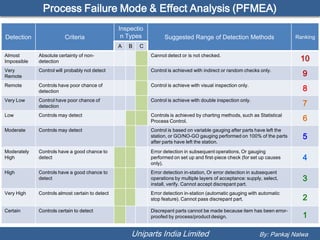

The document discusses Process Failure Mode and Effect Analysis (PFMEA). It explains that every product or process can have failure modes, even established ones, and that effective FMEAs require a team effort and should be done early in the design process. It also outlines the basic steps for a process FMEA, which involves identifying potential failures, effects, risks, and taking actions to reduce high-risk failures. The objective is to uncover process problems and reduce the risk of failures affecting products, efficiency or safety.










































![Presentation [Full] Effective Communication Skills](https://cdn.slidesharecdn.com/ss_thumbnails/presentation-effectivecommunicationskills-131227024631-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)




















