Download as DOC, PPTX
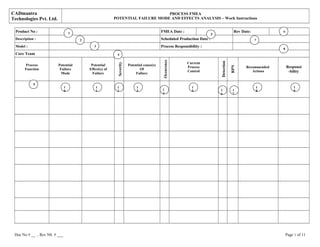
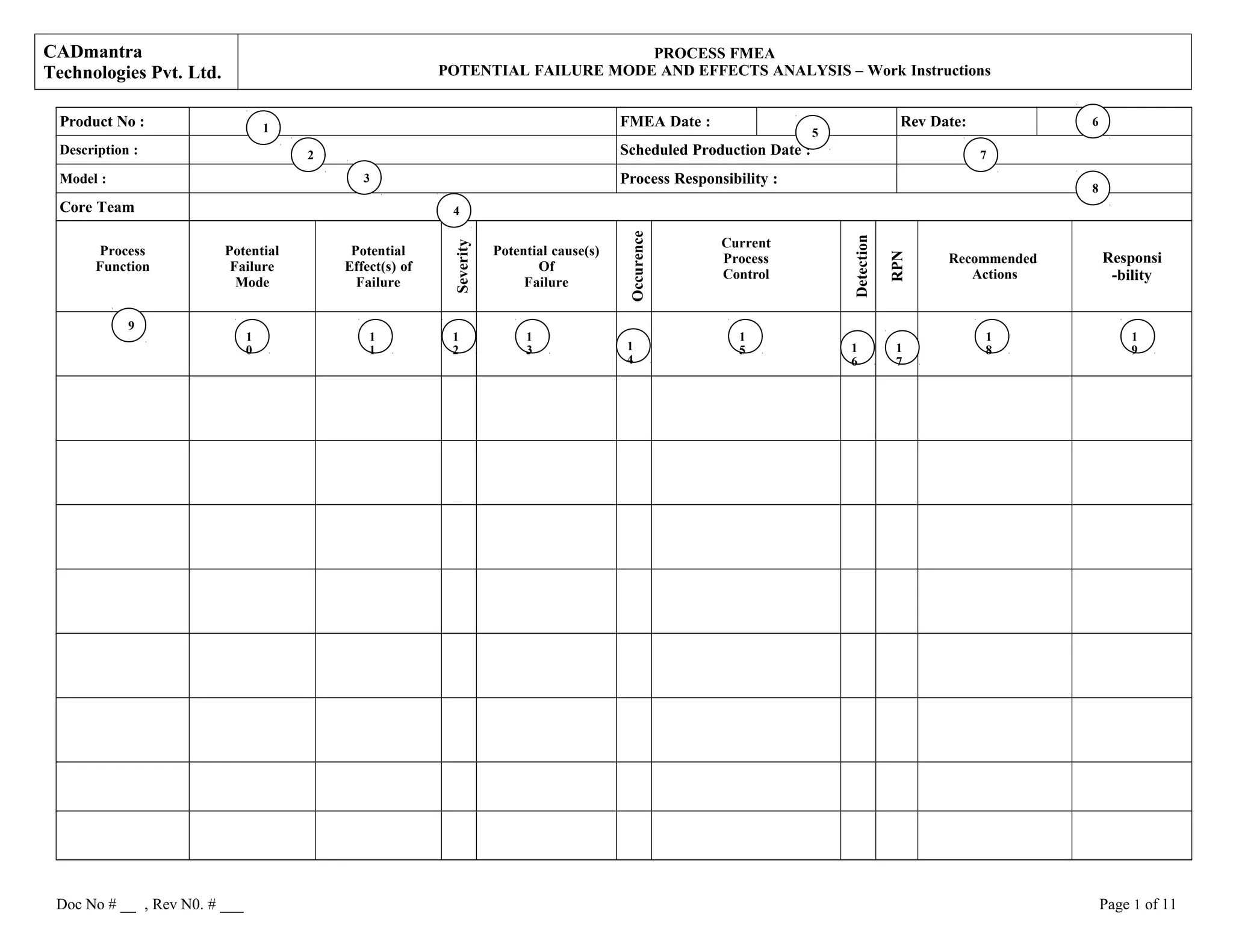


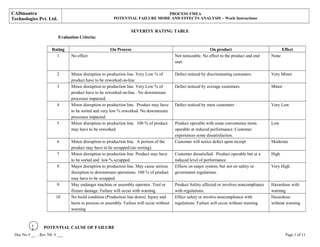
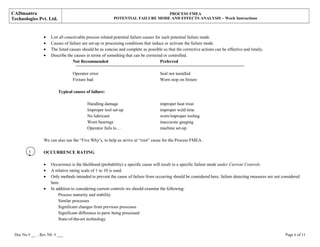

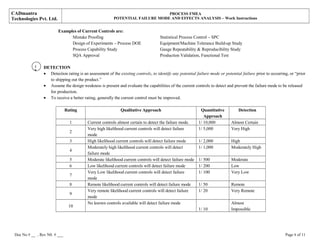




The document outlines the process for conducting a Failure Mode and Effects Analysis (FMEA) at Cadmantra Technologies, detailing the responsibilities of the core team, potential failure modes, effects, and relevant ratings for severity, occurrence, and detection. It emphasizes the importance of proactive assessment in product and process design to minimize risks and document potential failures, ensuring a structured approach to quality control and continuous improvement. Action items, responsibility assignments, and the role of FMEA in facilitating communication across engineering functions are also highlighted.

































![Fmea Handbook V4.1[1][1]](https://cdn.slidesharecdn.com/ss_thumbnails/fmeahandbookv4111-1310447612699-phpapp01-110712001630-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)










![RPKI - 5W2H [APRICOT 2015]](https://cdn.slidesharecdn.com/ss_thumbnails/apricot2015-nirsig-jpnic-rpki-06wp1425342608-150302191627-conversion-gate01-thumbnail.jpg?width=640&height=640&fit=bounds)