Downloaded 157 times




























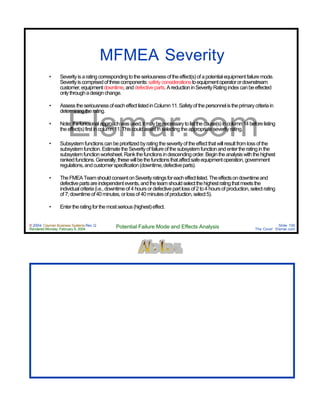







![© 2004 Cayman Business Systems Rev: Q
Rendered Monday, February 9, 2004 Potential Failure Mode and Effects Analysis Slide 116
The Cove! Elsmar.com
Elsmar.com
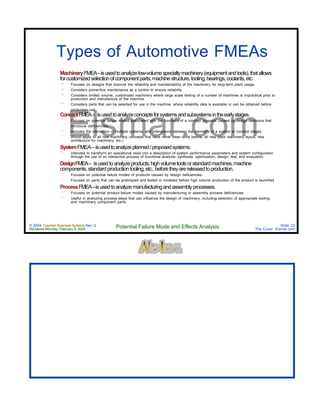
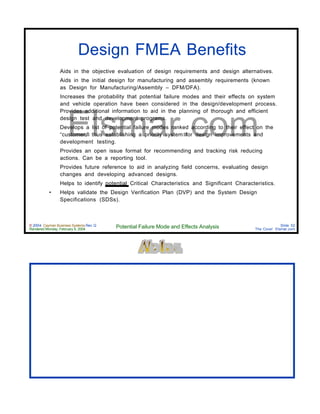
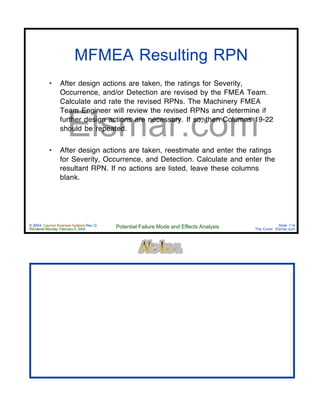
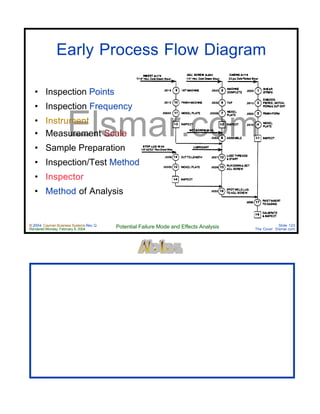
MFEA Terms
Derating
• Thepracticeoflimitingthestressesoncomponents/subsystemstolevelswellwithintheirspecifiedor
provencapabilitiesinanefforttoimprovereliability.
MachineryFailure
• Aneventwhenmachineryisnotavailabletoproducepartsatspecifiedconditionswhenscheduledorisnot
capableofproducingpartsorperformingscheduledoperationstospecification.Foreveryfailure,anaction
isrequiredtobringthemachinerybacktoitsintendedproductioncapability.
MeanTimeBetweenFailures(MTBF)
• Theaveragetimebetweenfailureoccurrences.Thesumoftheoperatingtimeofamachinedividedbythe
totalnumberoffailures.
MeanTime-To-Repair
• Theaveragetimetorestoremachinerytospecifiedconditions.
ProactiveMaintenance[PreventiveandPredictive]
• Preventivemaintenanceareallactionsperformedinanattempttoretainamachineinspecifiedcondition
byprovidingsystematicinspection,detection,andpreventionofincipientfailures.
• Predictivemaintenancearetechniquesusedtodetectpotentialfailuressothatactioncanbetakentoavoid
theconsequenceswhichcouldoccuriftheydegenerateintofunctionalfailures.](https://image.slidesharecdn.com/fmea-n-150508174812-lva1-app6892/85/Design-Process-FMEA-Manual-116-320.jpg)















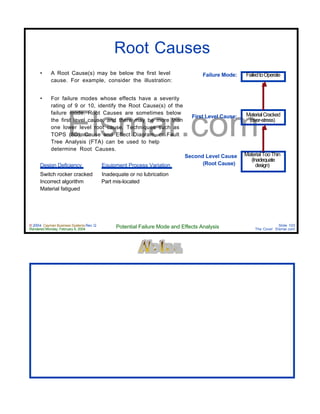
![© 2004 Cayman Business Systems Rev: Q
Rendered Monday, February 9, 2004 Potential Failure Mode and Effects Analysis Slide 153
The Cove! Elsmar.com
Elsmar.com
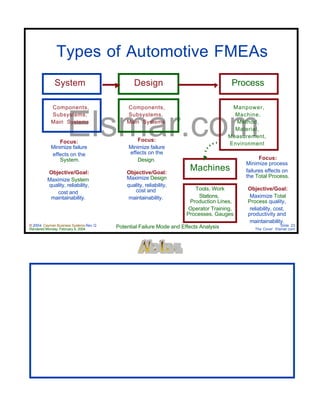
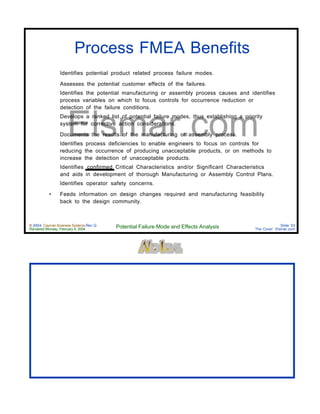
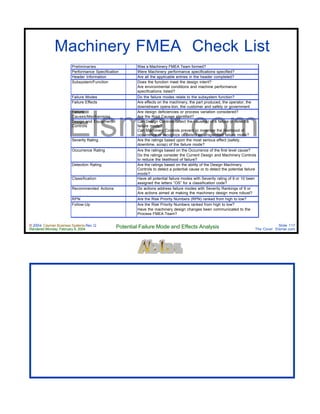
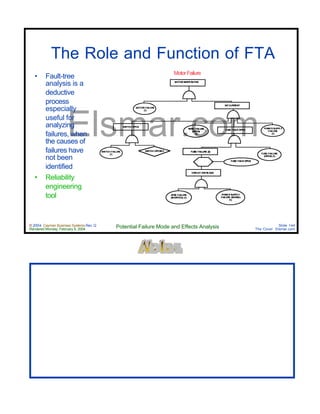
Fault-Tree Analysis Procedures
• Identify the system or equipment level
fault state(s) [undesired event(s)]
• Construct the fault tree
• Perform the analysis to the component
level](https://image.slidesharecdn.com/fmea-n-150508174812-lva1-app6892/85/Design-Process-FMEA-Manual-153-320.jpg)





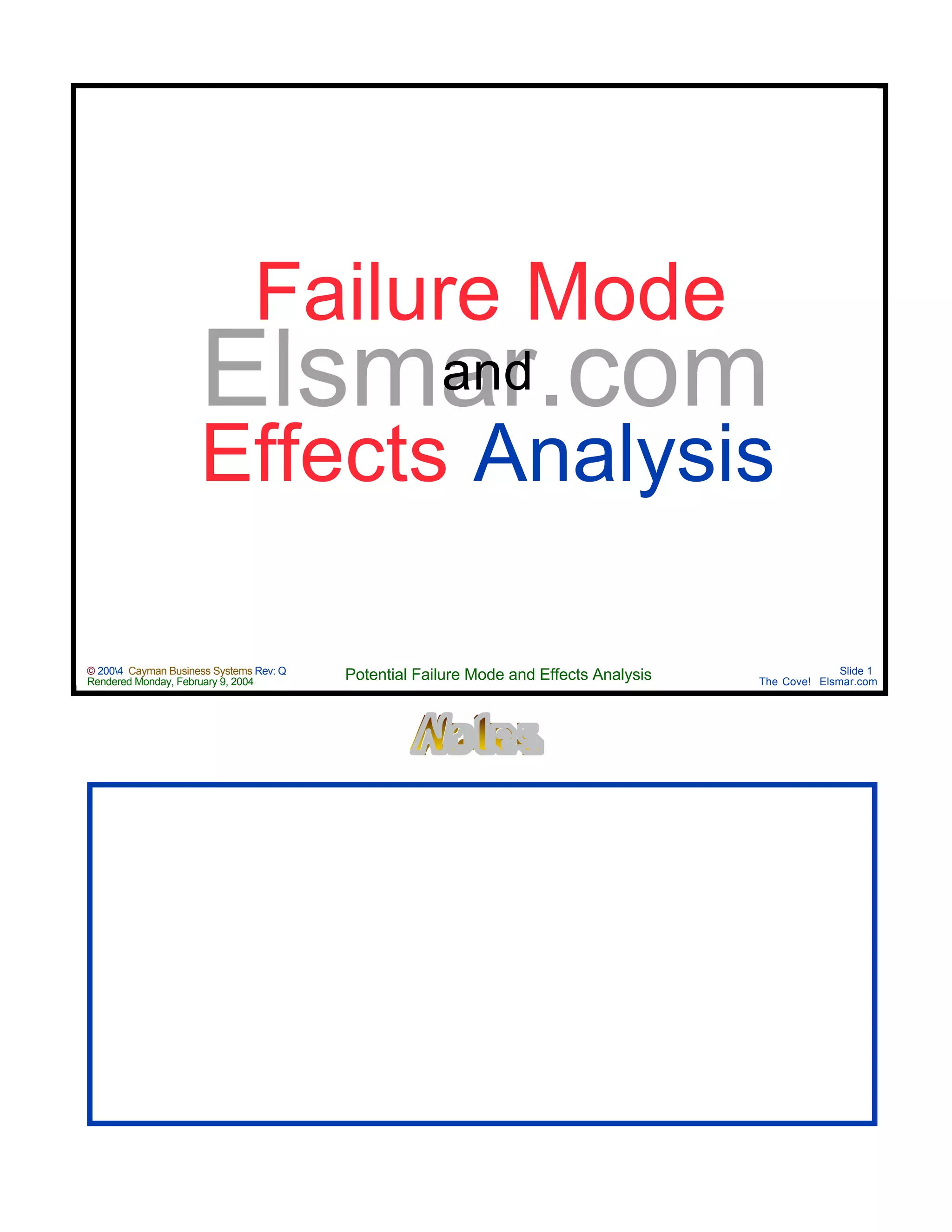
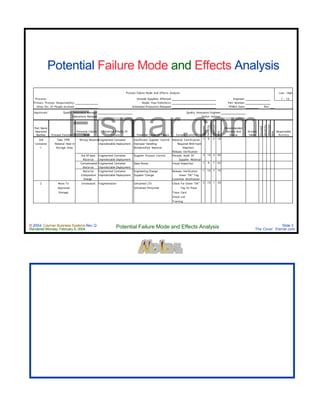
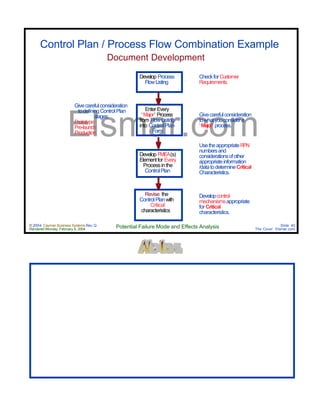
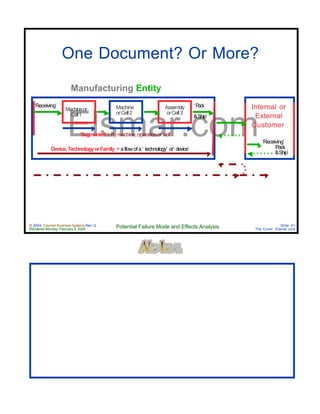
The document discusses the potential failure mode and effects analysis (FMEA) process, outlines its historical development, and emphasizes the importance of FMEA in quality management systems, particularly in the automotive industry. It explains key concepts such as failure modes, criticality, and the process of identifying potential failures to enhance product reliability and safety. Additionally, it highlights the educational goals for understanding FMEA techniques and their integration within total quality management practices.






















![Fmea Handbook V4.1[1][1]](https://cdn.slidesharecdn.com/ss_thumbnails/fmeahandbookv4111-1310447612699-phpapp01-110712001630-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)







































































