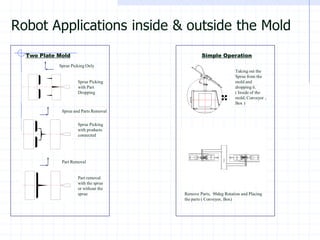
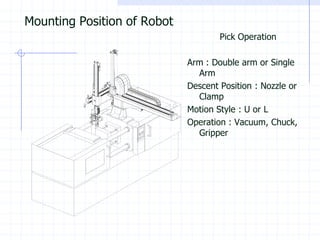
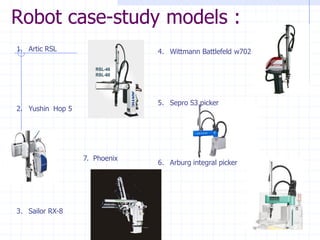
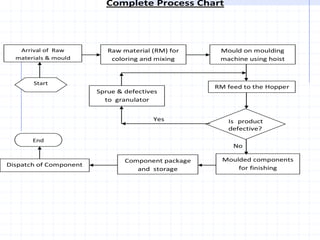
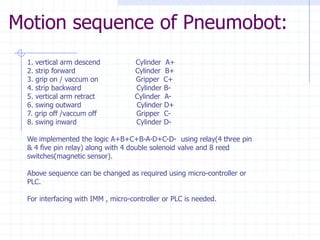
The document details the design and automation of a robotic sprue picker for the plastic injection molding industry. It outlines problem statements, objectives, methodologies, design innovations, and components involved in creating an electro-pneumatic robot that performs pick and place operations efficiently. The project aims to enhance productivity while reducing labor costs and ensuring product hygiene and safety.