Download as PDF, PPTX
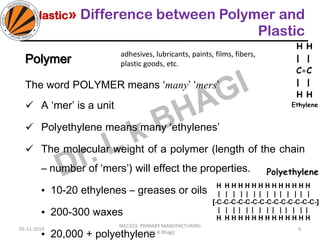

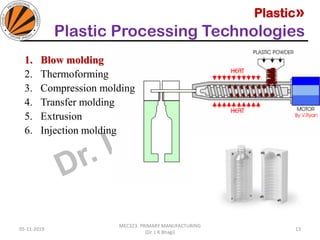
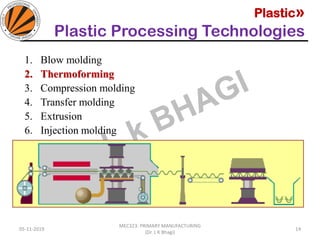
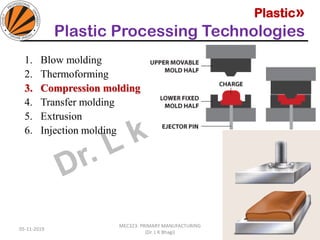
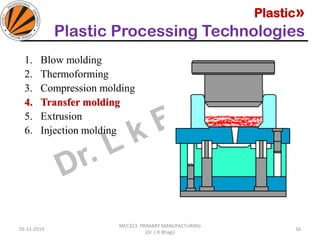
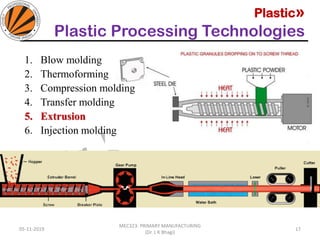
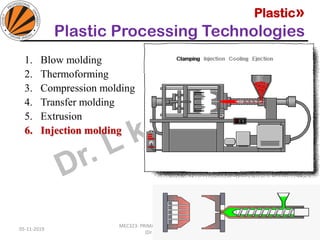
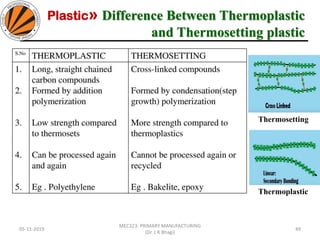
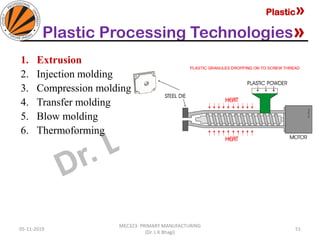
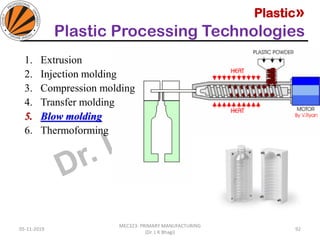

The document discusses polymer processing, defining it as the method of converting raw polymers into finished products with desired properties. It highlights differences between polymers and plastics, applications in construction, electrical goods, packaging, and transport, as well as the advantages and types of plastics including thermoplastics and thermosetting plastics. Additionally, it covers plastic processing technologies, polymerization methods, and various additives used in plastics.



















































































