Download as PDF, PPTX



























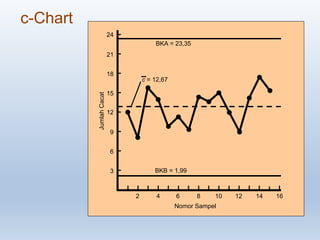
































Dokumen ini membahas pengendalian proses statistik (SPC) yang meliputi penggunaan diagram kontrol untuk memantau dan meningkatkan kualitas proses produksi dan layanan. Ditekankan pentingnya pengukuran statistik dasar seperti rata-rata, varians, dan deviasi standar, serta cara menerapkan SPC dalam berbagai sektor seperti pelayanan kesehatan dan ritel. Selain itu, dijelaskan secara detail tentang penggunaan p-chart dan c-chart untuk analisis atribut, serta x-bar chart dan r-chart untuk variabel dalam memastikan proses tetap terkontrol.
























































