Download to read offline
![Hilaire Ananda Perera
Long Term Quality Assurance
http://www.linkedin.com/in/hilaireperera
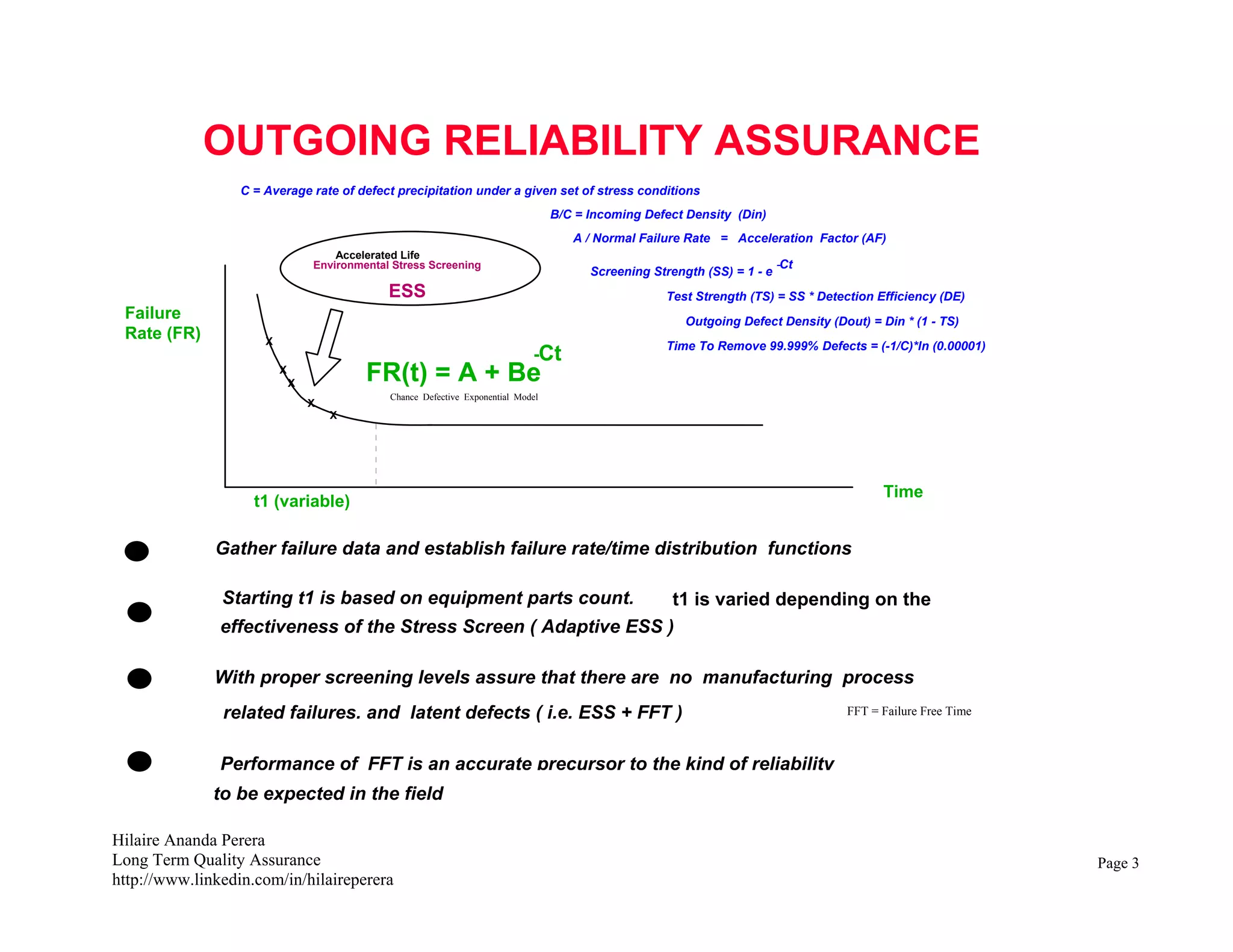
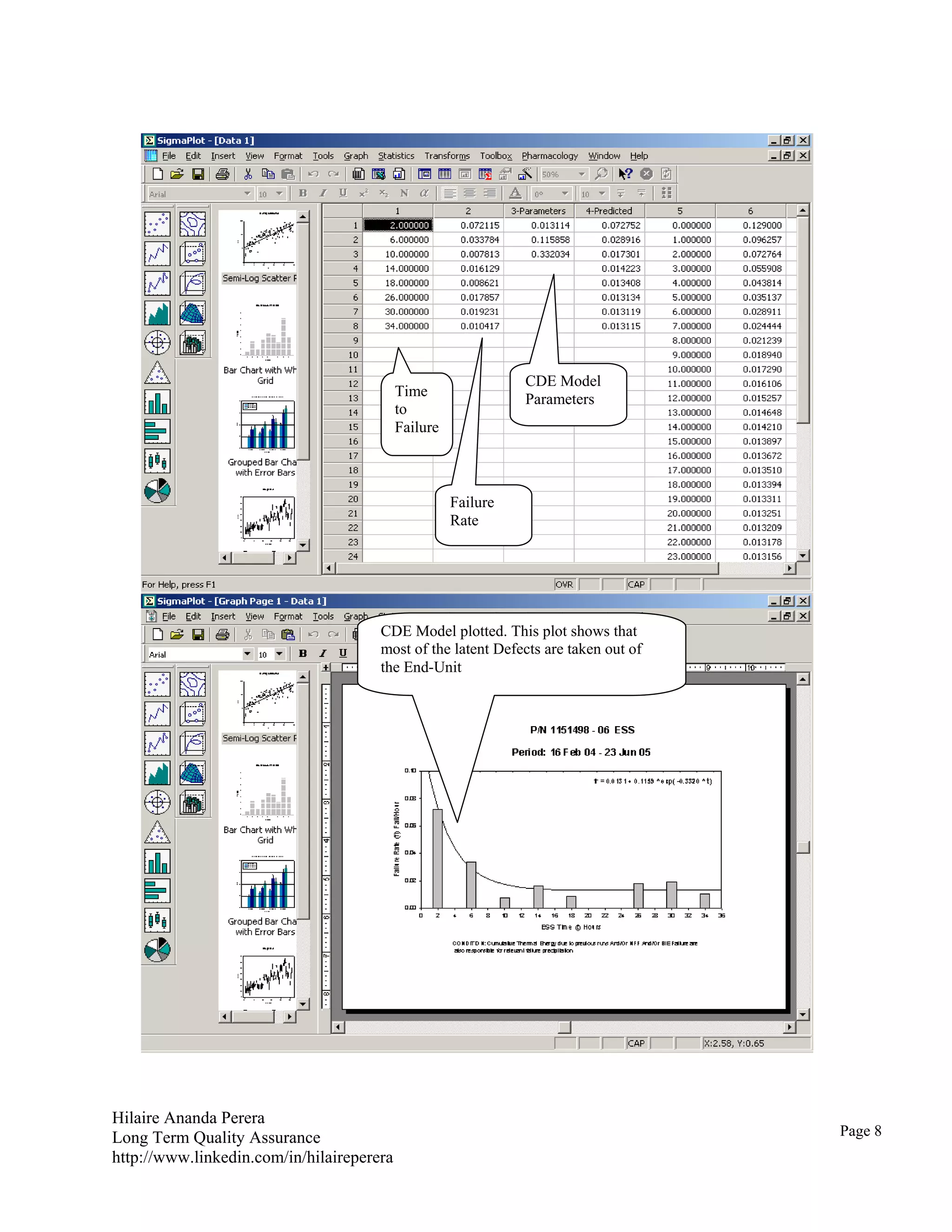
EXAMPLE: Based on the Average Rate of Defect Precipitation of 0.3320 (For
details see Page 8) Defects/Hour, the Time To Remove 99.999% Defects is 34
Hours
NOTE 1: For multiple Screen Stops in a single unit, assume Total Cumulative Thermal
Energy during “No Fault Found (NFF)” and/or “Burn-in Equipment (BIE)” failure
and for true failure responsible for failure precipitation.
Task Sequence for ESS (Thermal Cycling) Failure Rate Distribution
Analysis to Determine the Best Thermal Cycling Time
ESS Failure Data in
Thermal Cycling
Establish Time To Failure
Data Points (Note 1)
Establish Failure/Time
Distribution
Establish Failure
Rate/Time Distribution
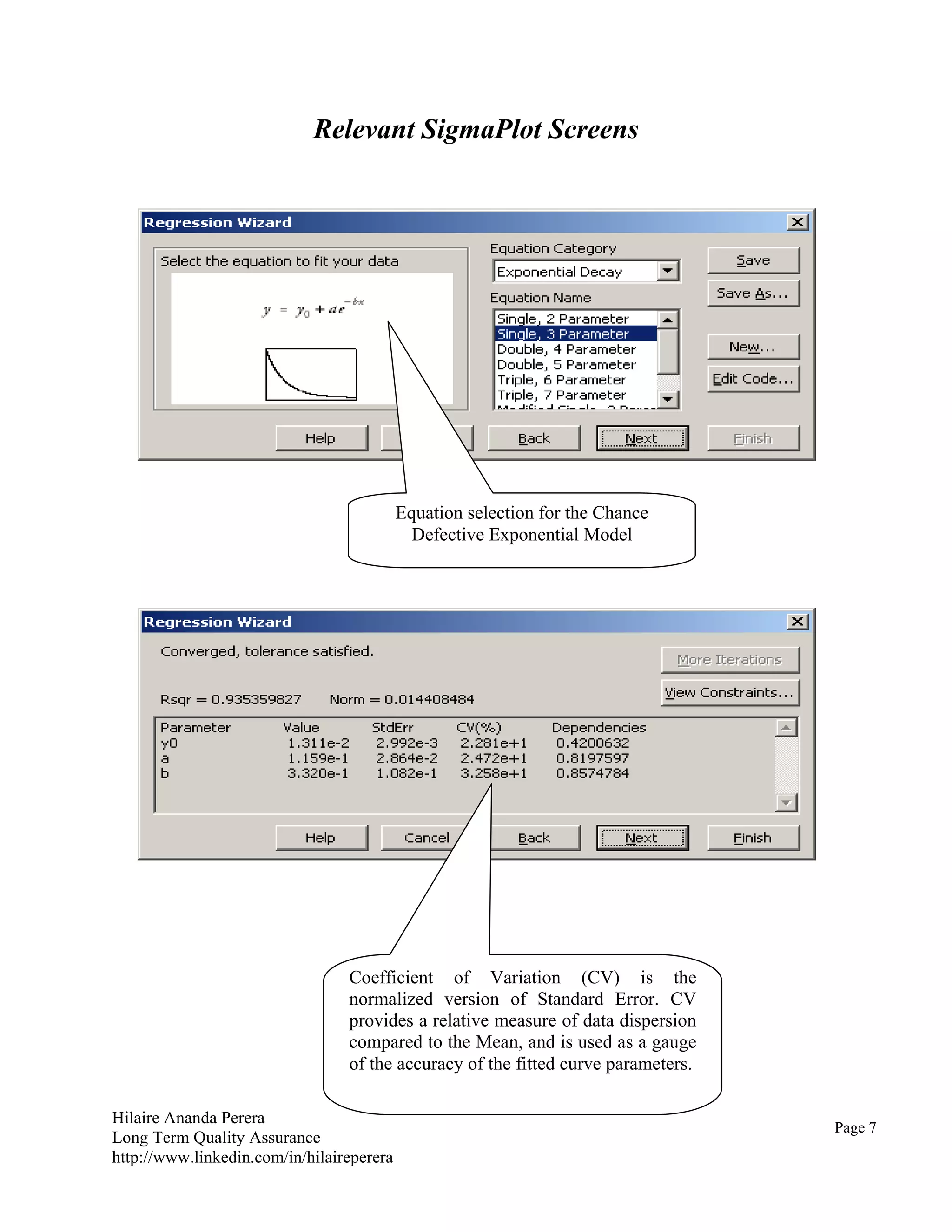
Curve FIT The CDE [A + B*exp(-C*t)] Model
Reference MIL-HDBK-344A
Using SigmaPlot Software Package
Examine the Goodness of Curve Fit Using
Coefficient of Variation (CV) of parameters A,B,C
Determine Time To Remove 99.999% Defects
See
Appendix A
Page 5](https://image.slidesharecdn.com/outgoing1reliabilityassuranceofendunits-151015164214-lva1-app6892/75/Outgoing-Reliability-Assurance-of-End-Units-5-2048.jpg)

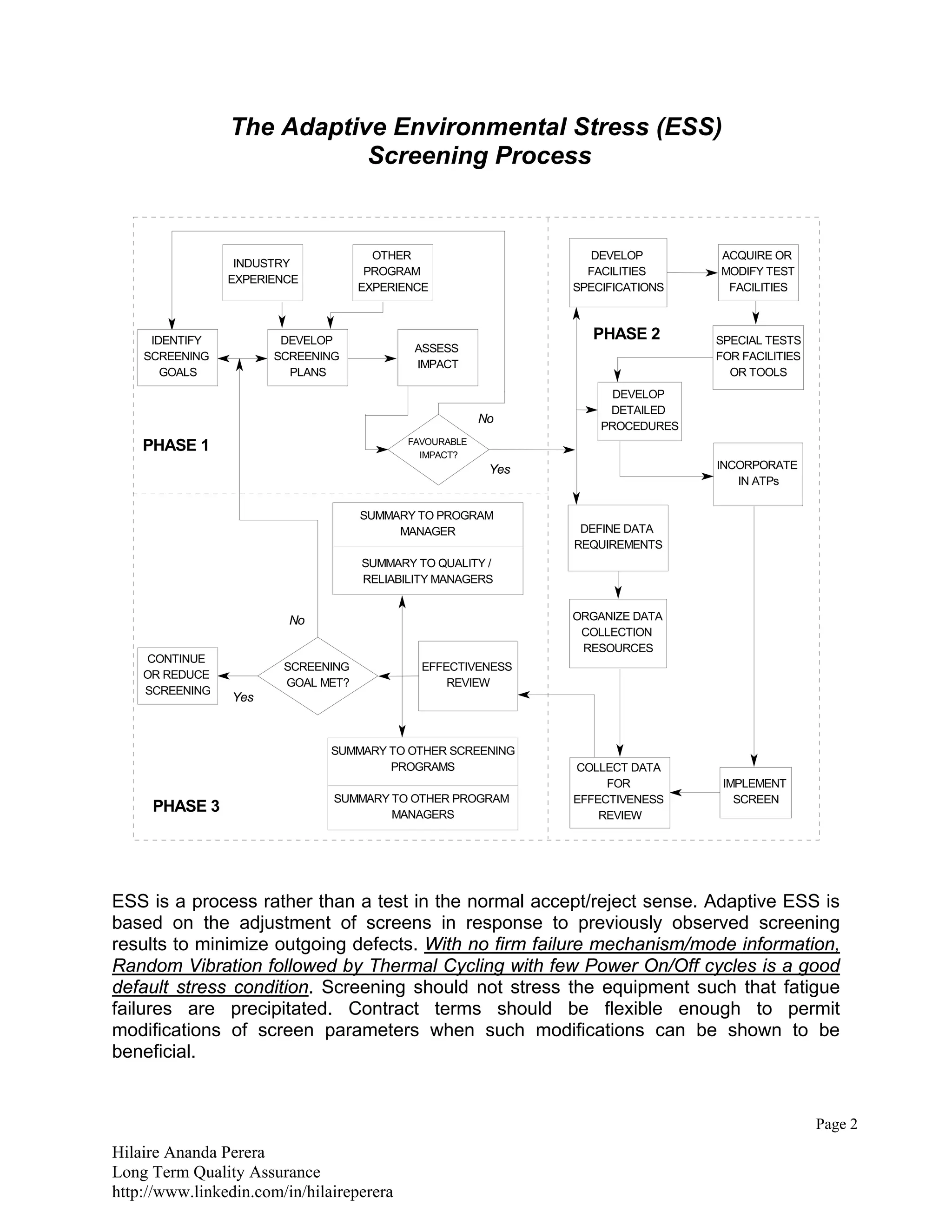
The document discusses environmental stress screening (ESS) processes used to test electronic products and remove latent defects. It notes that while ESS is commonly used, failure rate analysis is not always performed to evaluate screening effectiveness. The document recommends analyzing failure rate distributions over time using the Chance Defective Exponential model to determine optimal ESS screening times and ensure high outgoing quality. Adaptive ESS processes that adjust screening parameters based on results can further reduce defects.