Downloaded 152 times

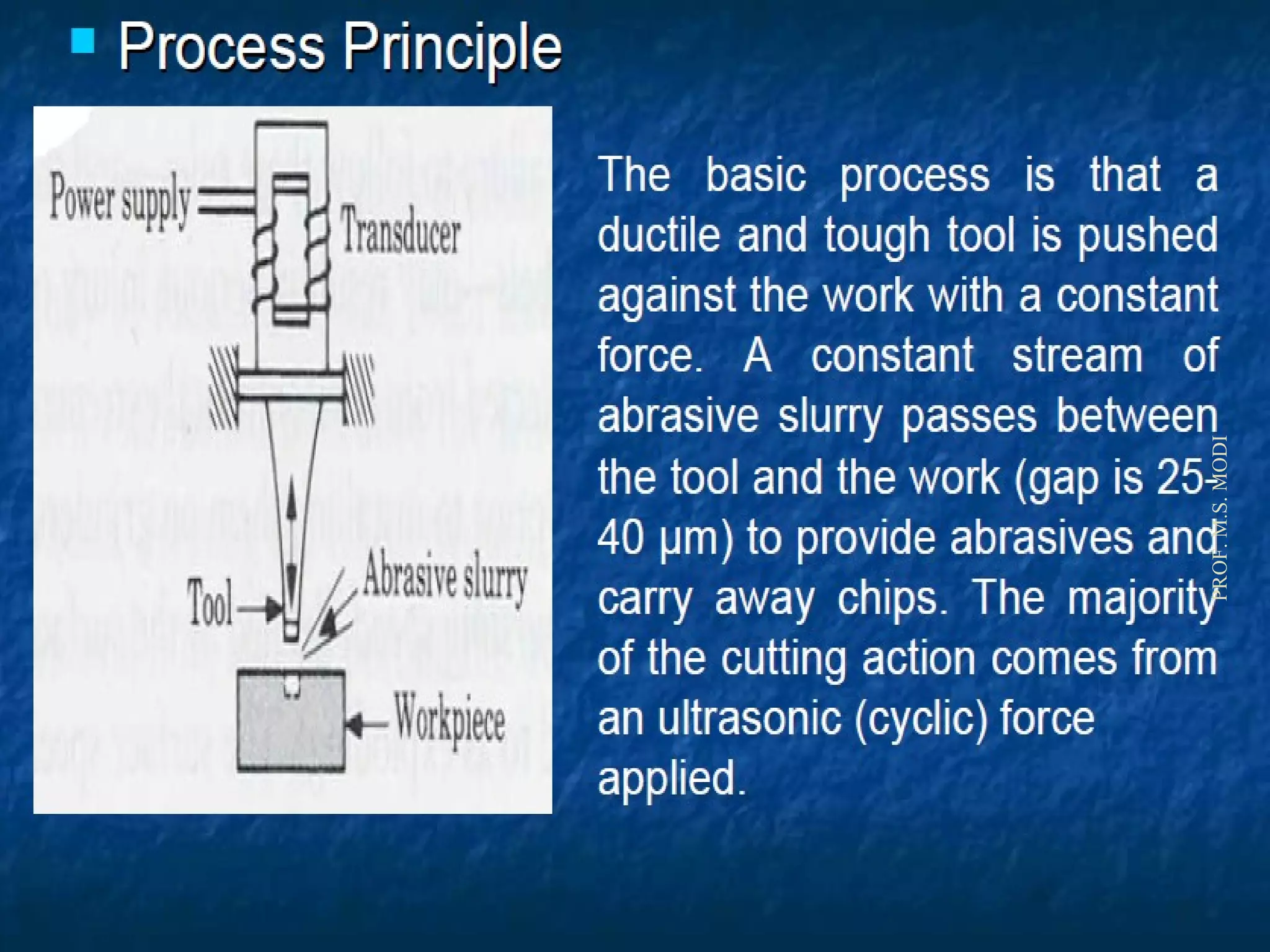
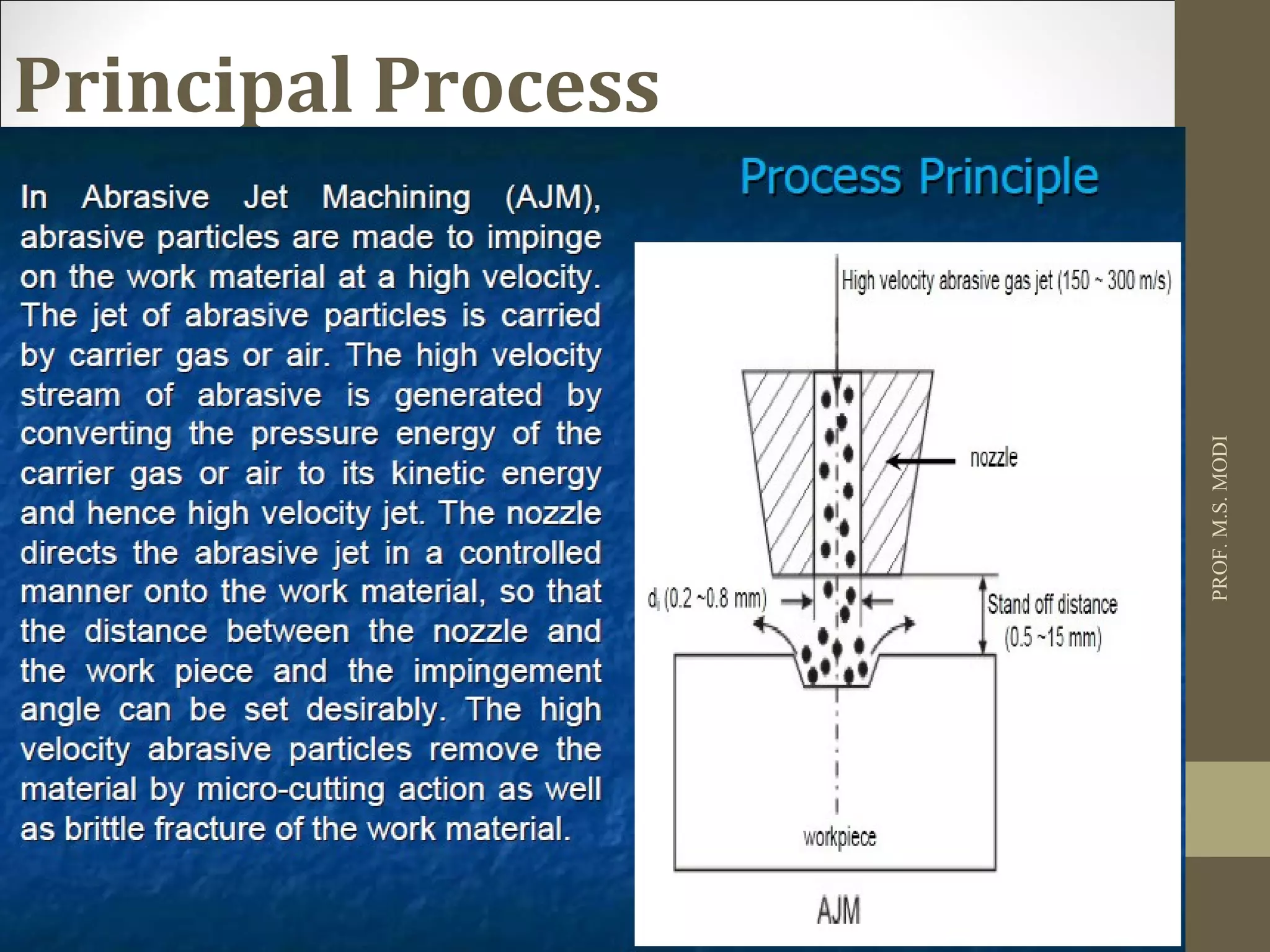
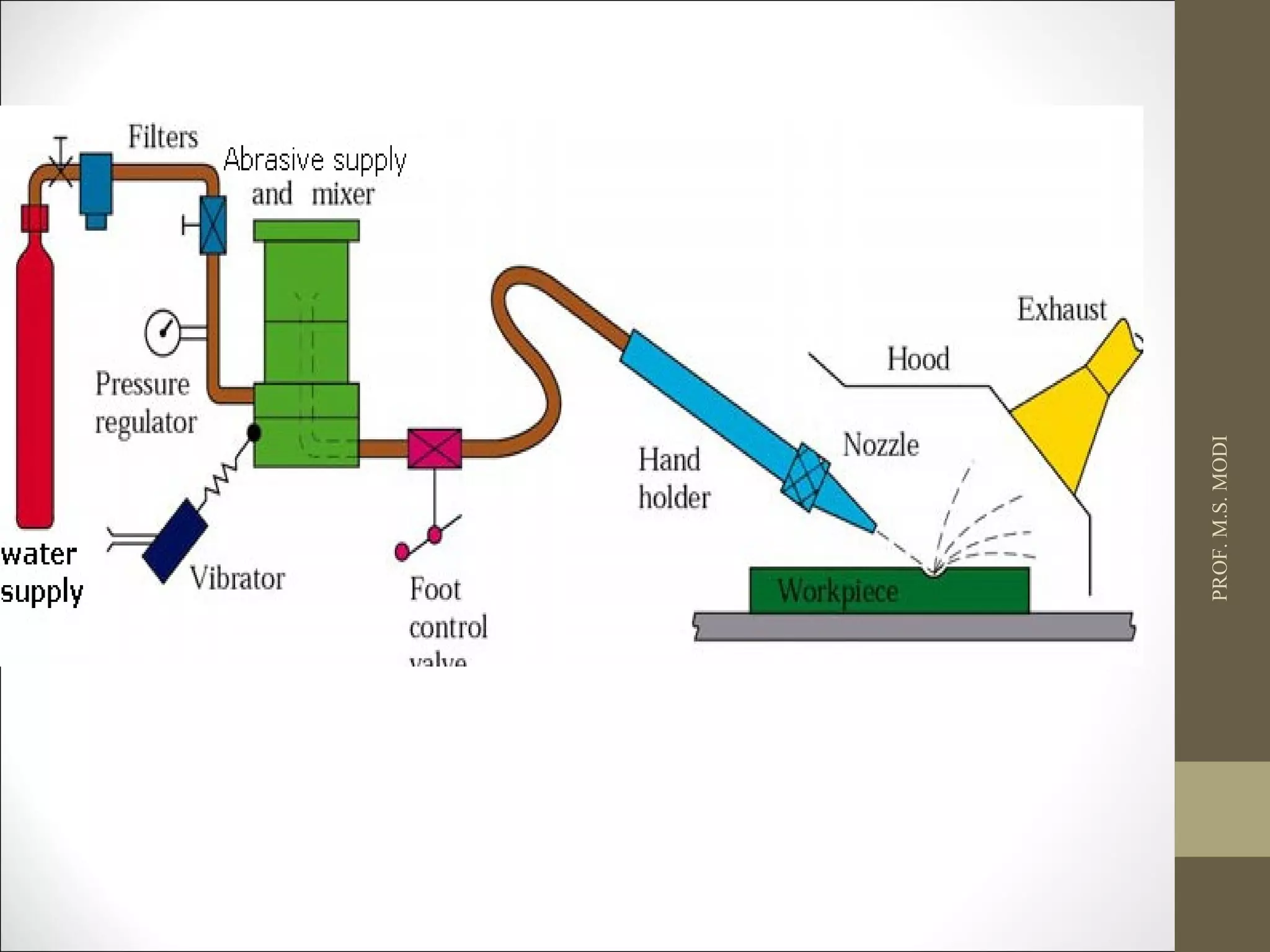
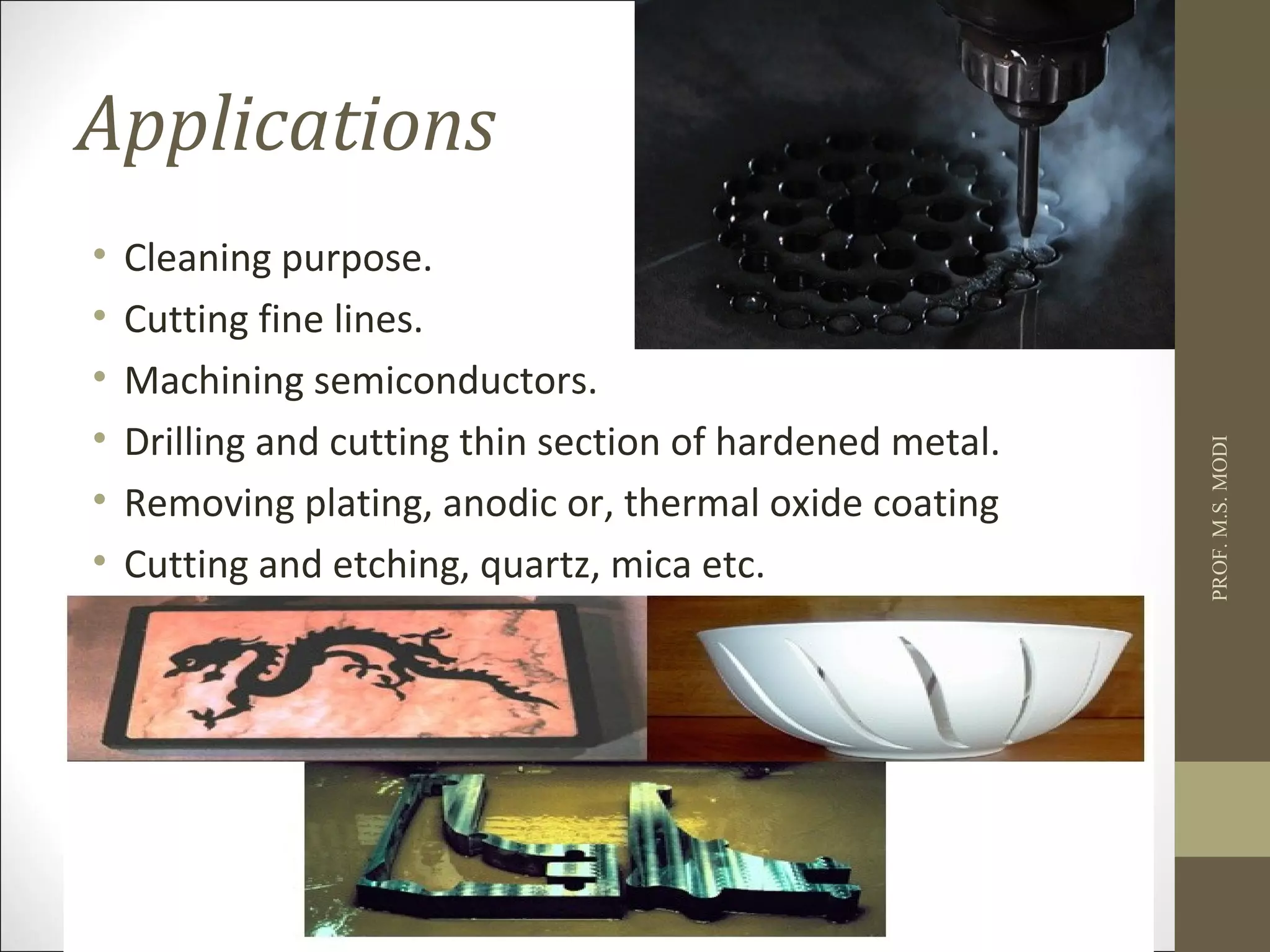
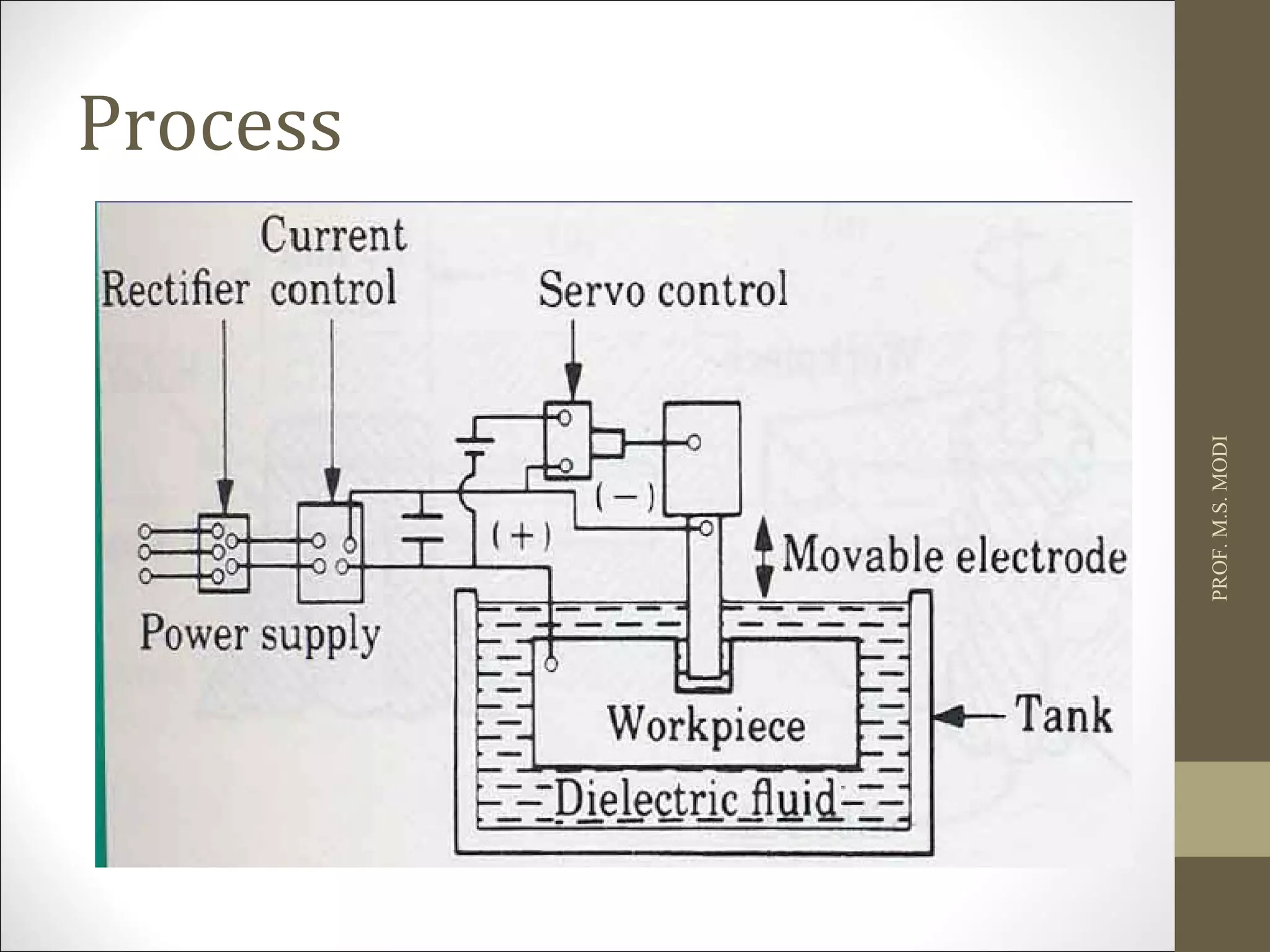
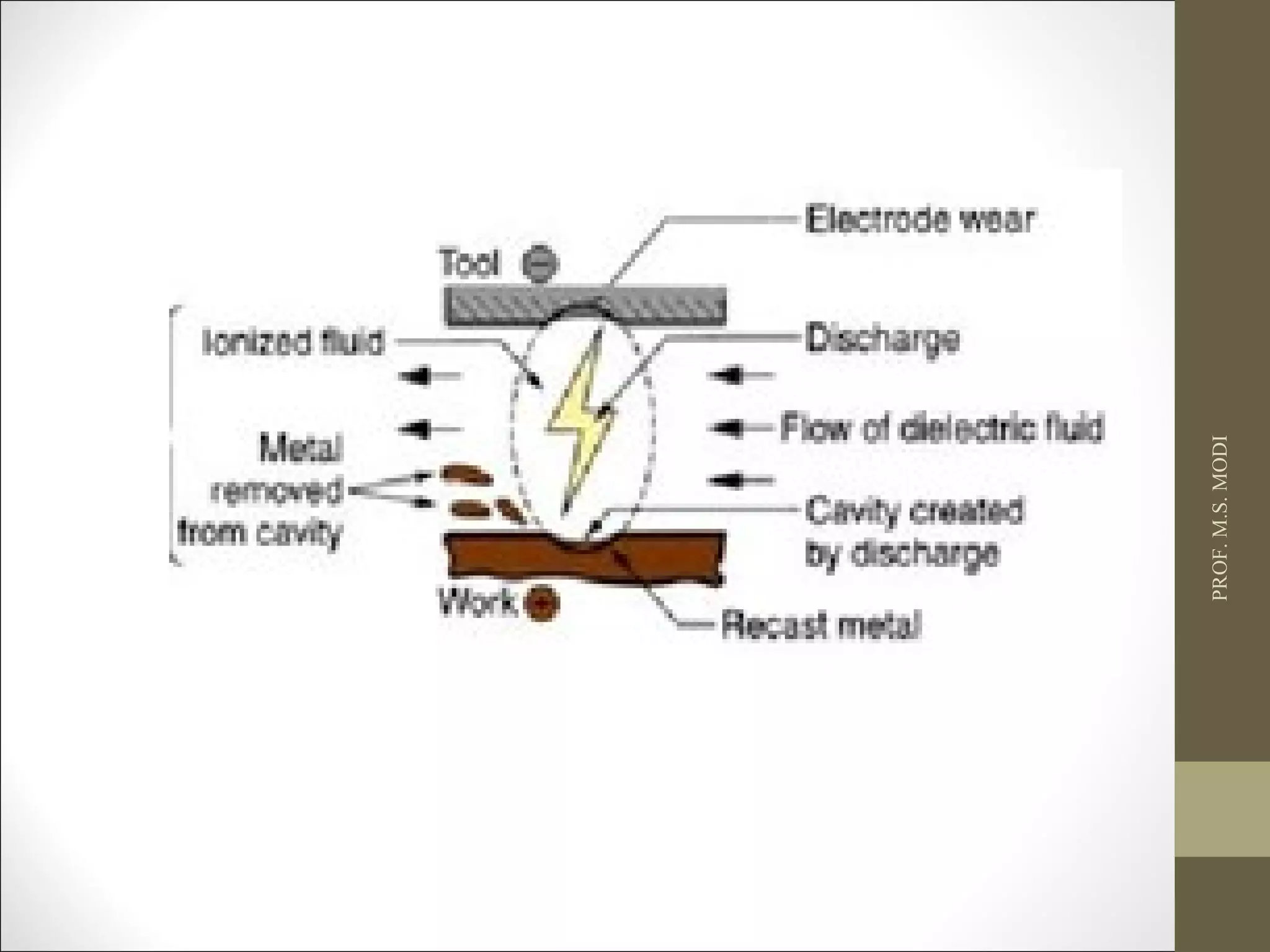
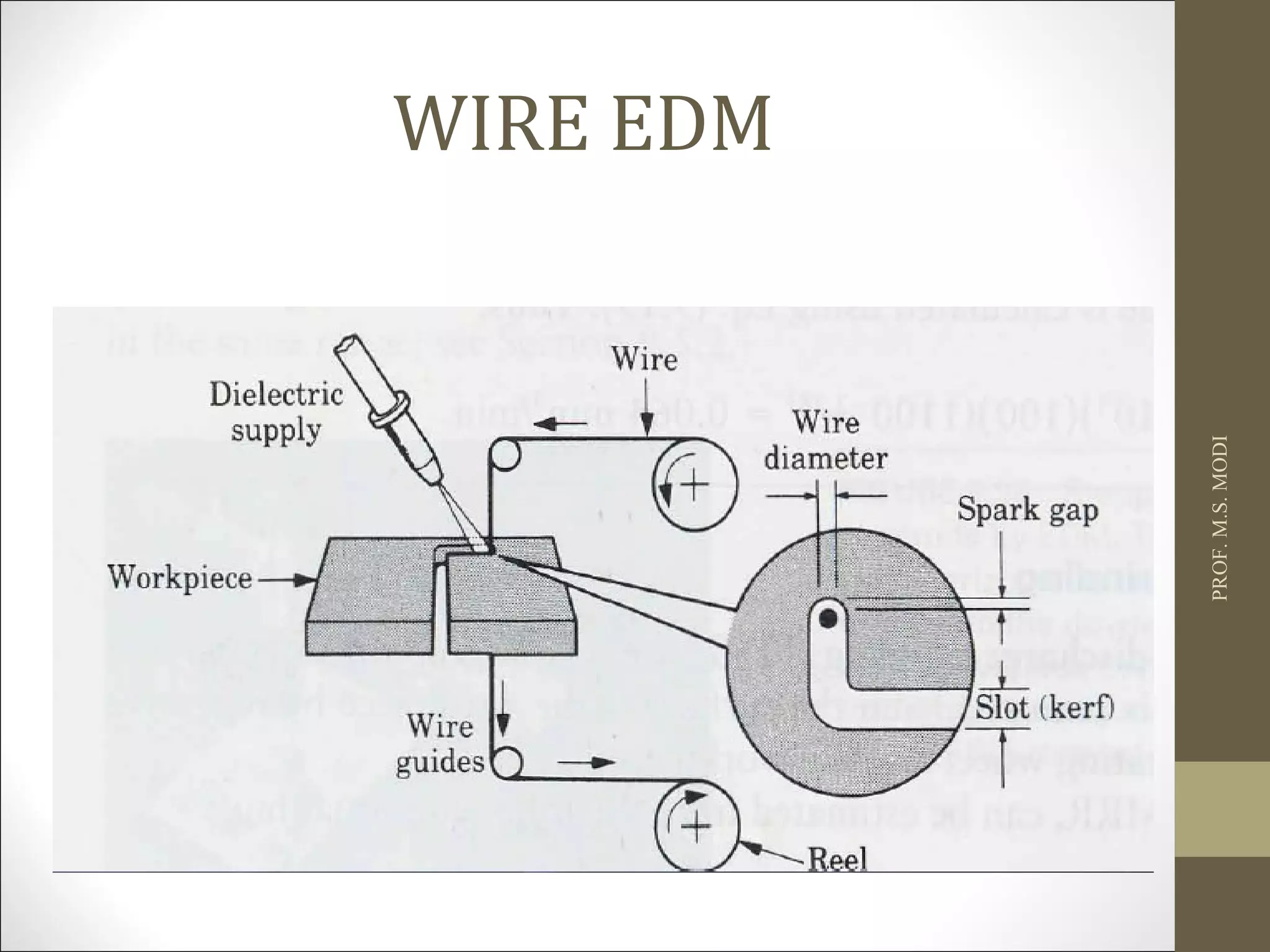
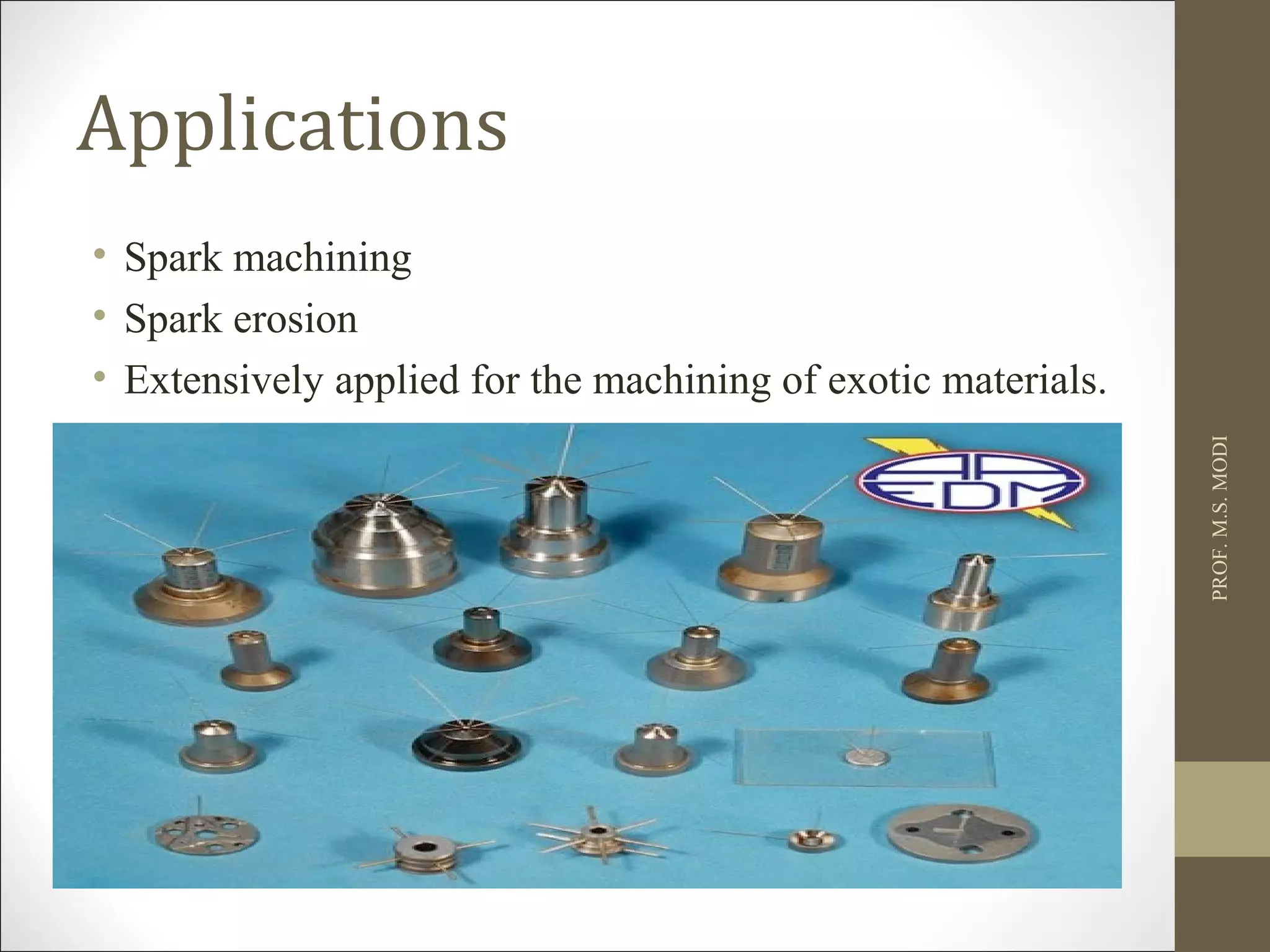




The document discusses various non-traditional machining processes including ultrasonic machining, abrasive jet machining, electrical discharge machining, electrochemical machining, and laser beam machining. It provides descriptions of how each process works, key parameters that affect the processes, and examples of materials and applications where each process is useful. Specifically, it focuses on describing the working principles, advantages, limitations and applications of ultrasonic machining, abrasive jet machining, and electrical discharge machining in more detail.























































































