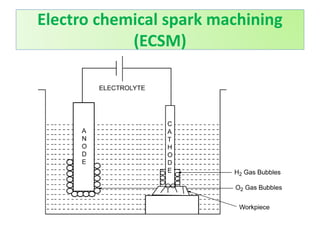
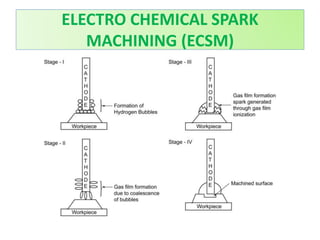
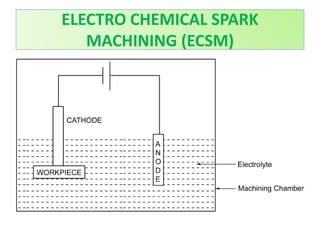
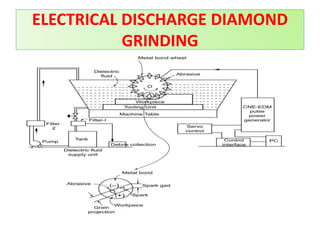
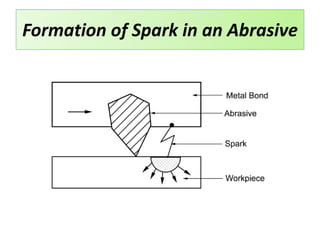
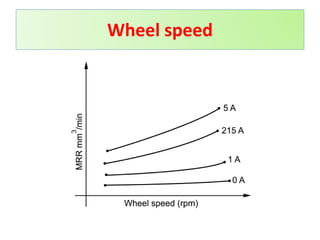
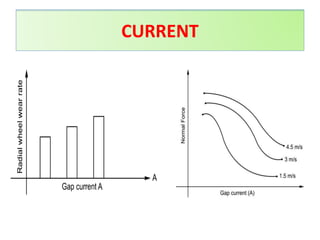
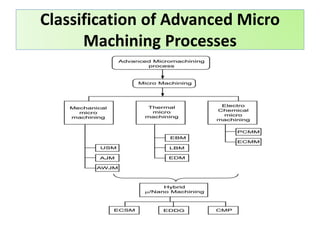
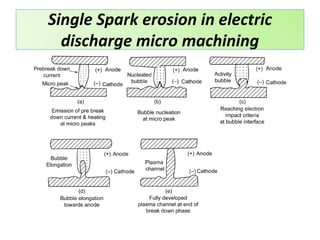
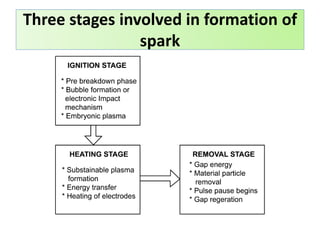
This document discusses various hybrid and non-traditional machining processes including electrochemical spark machining (ECSM) and electrical discharge diamond grinding (EDDG). ECSM uses sparks generated between a cathode tool and workpiece in an electrolyte solution to remove material. Key parameters for ECSM include supply voltage, tool diameter, electrolyte composition, and gap distance. EDDG uses sparks to soften and abrade workpiece surfaces with diamond abrasives. Factors like wheel speed, current, and pulse time affect the EDDG process. Thermal processes like electric discharge micromachining (EDMM) and electron beam micromachining precisely shape conductive materials by localized melting/vaporization using electric