Downloaded 2,412 times

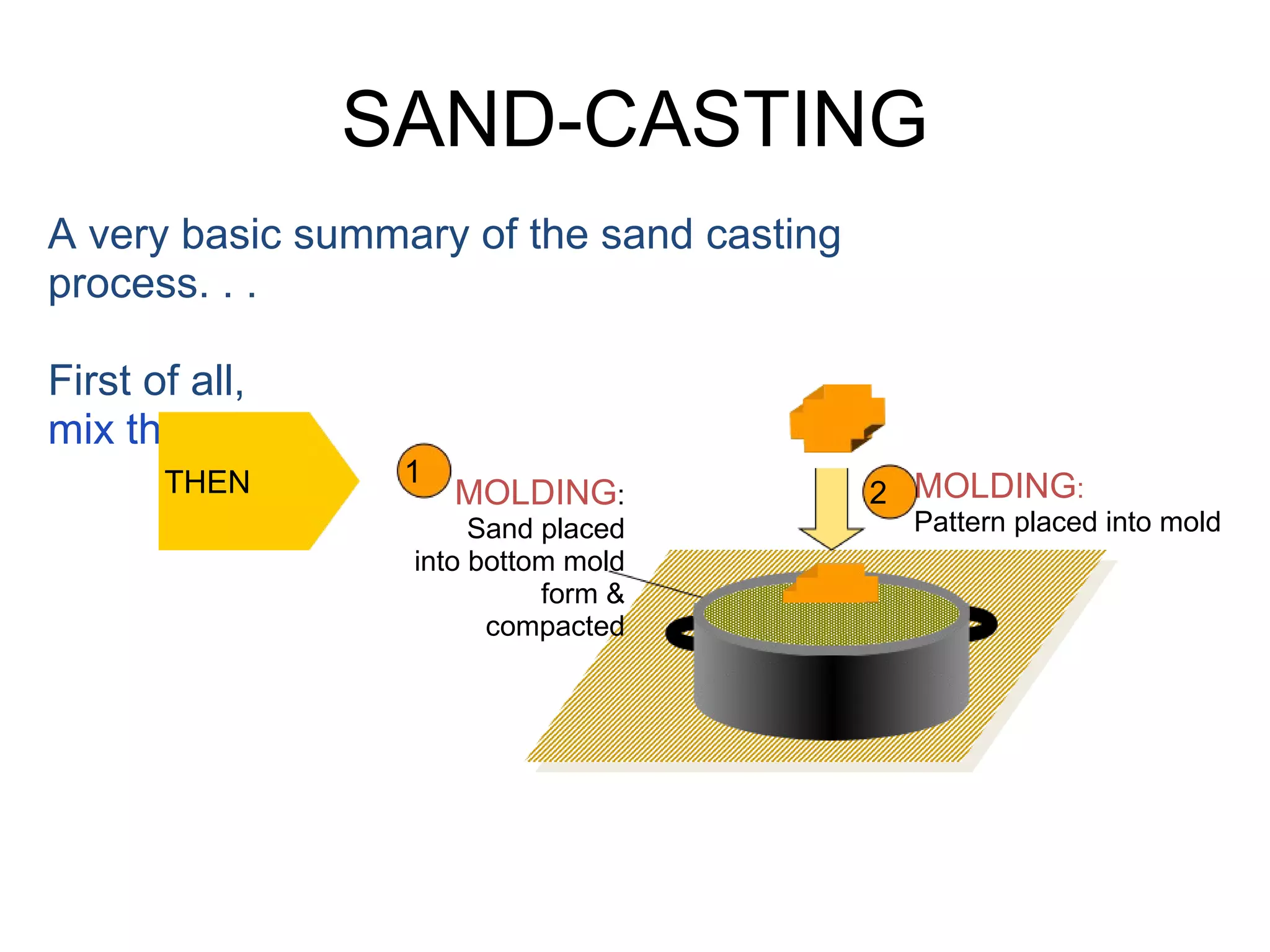
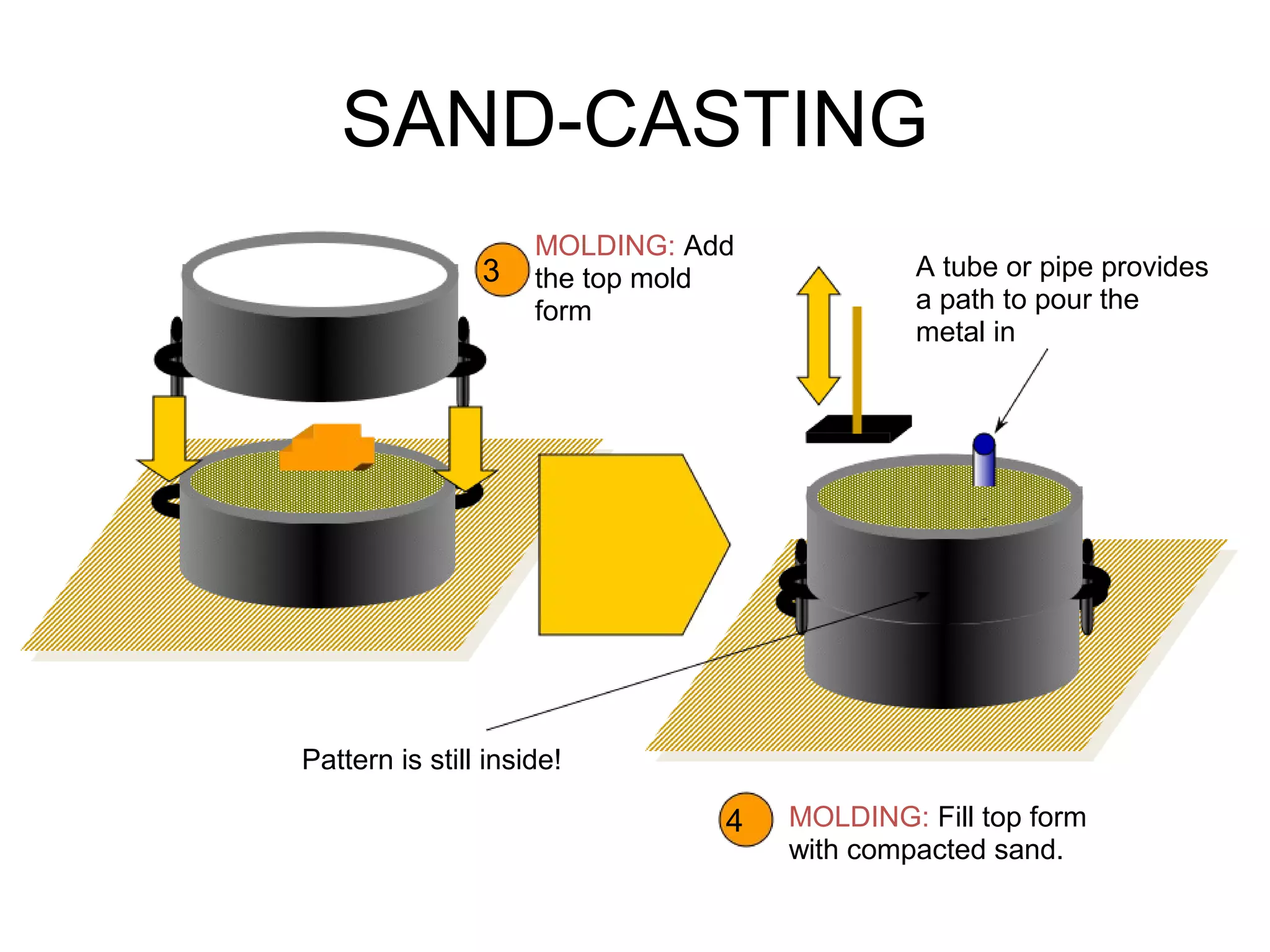
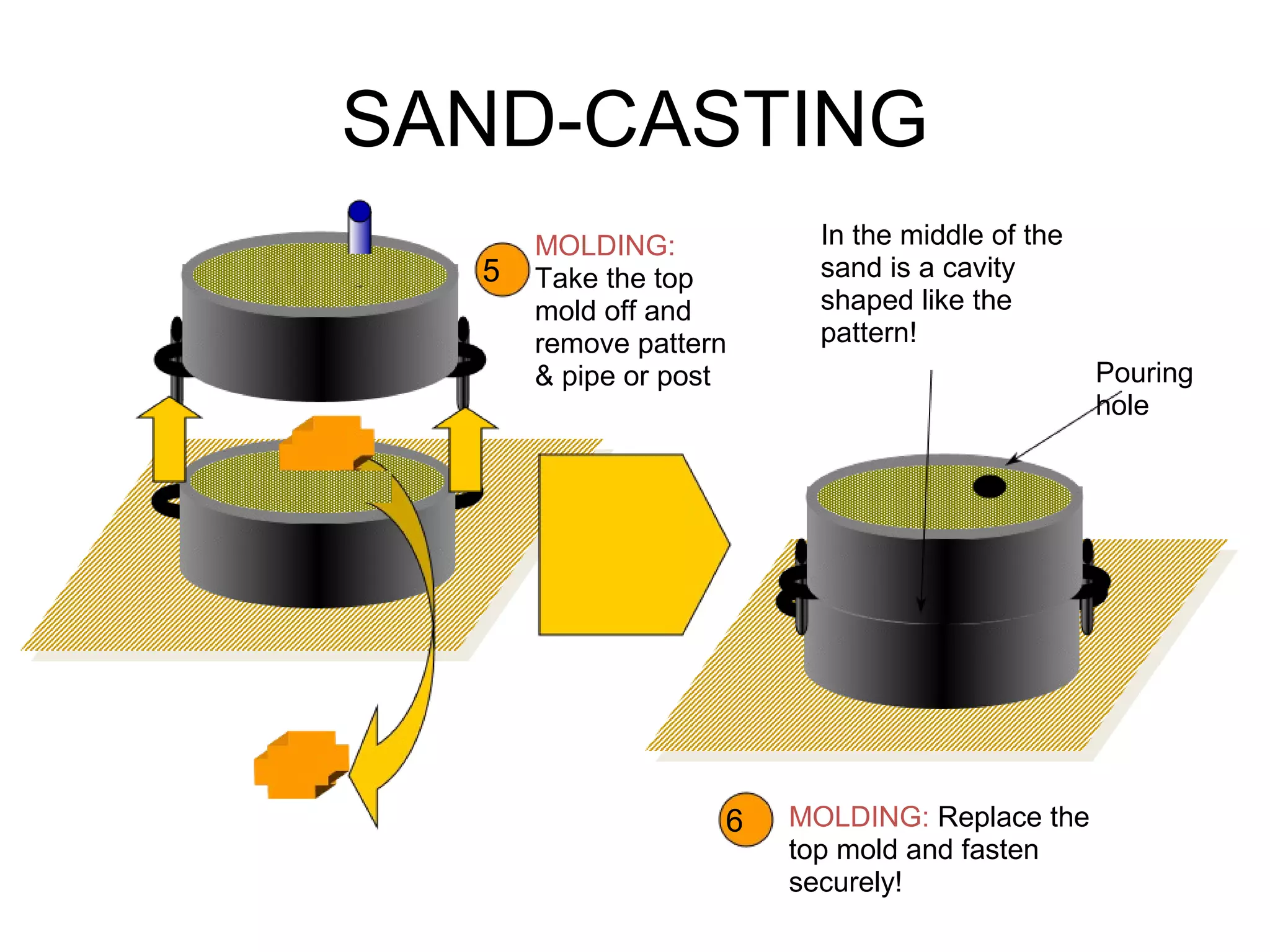
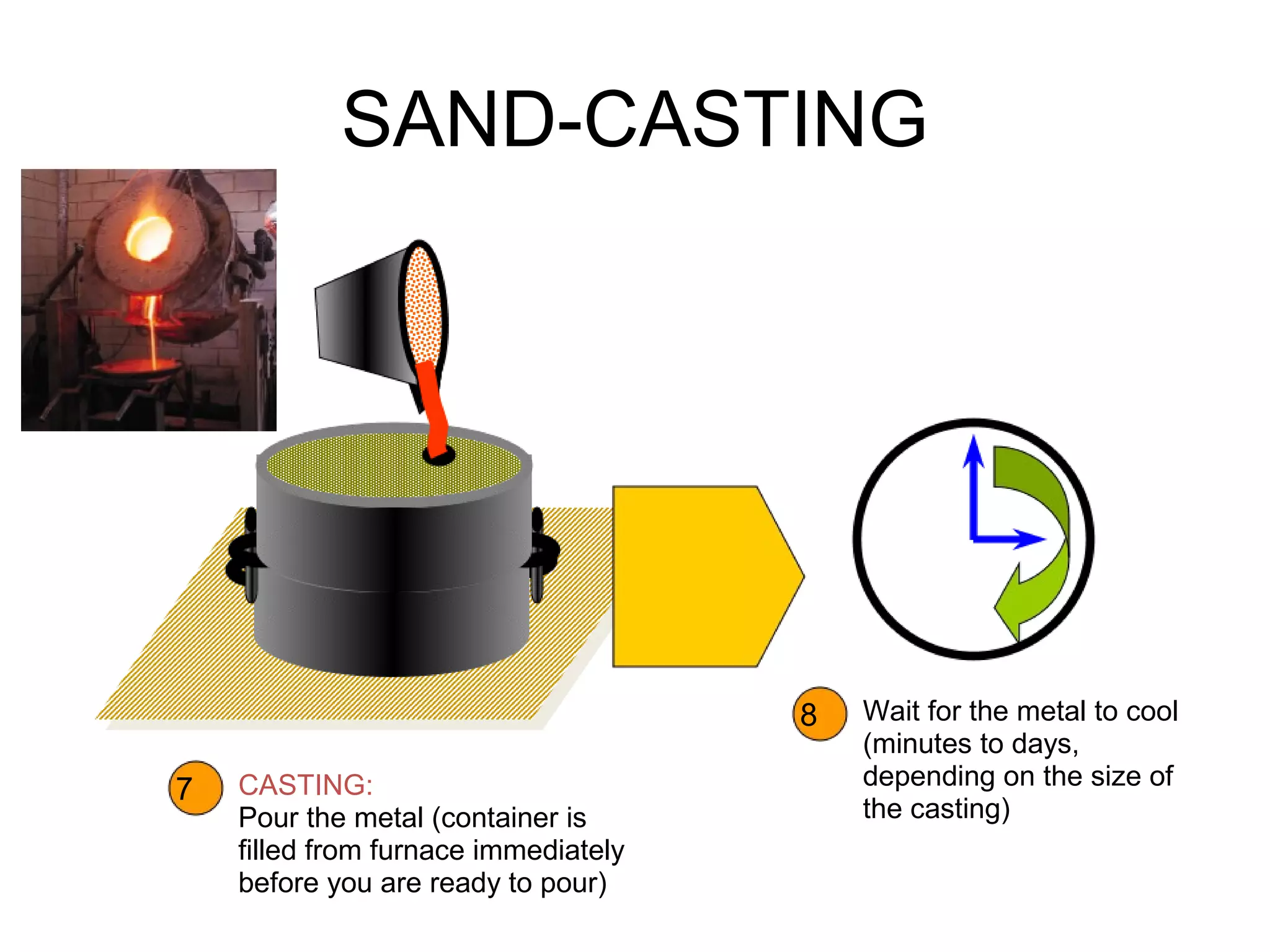
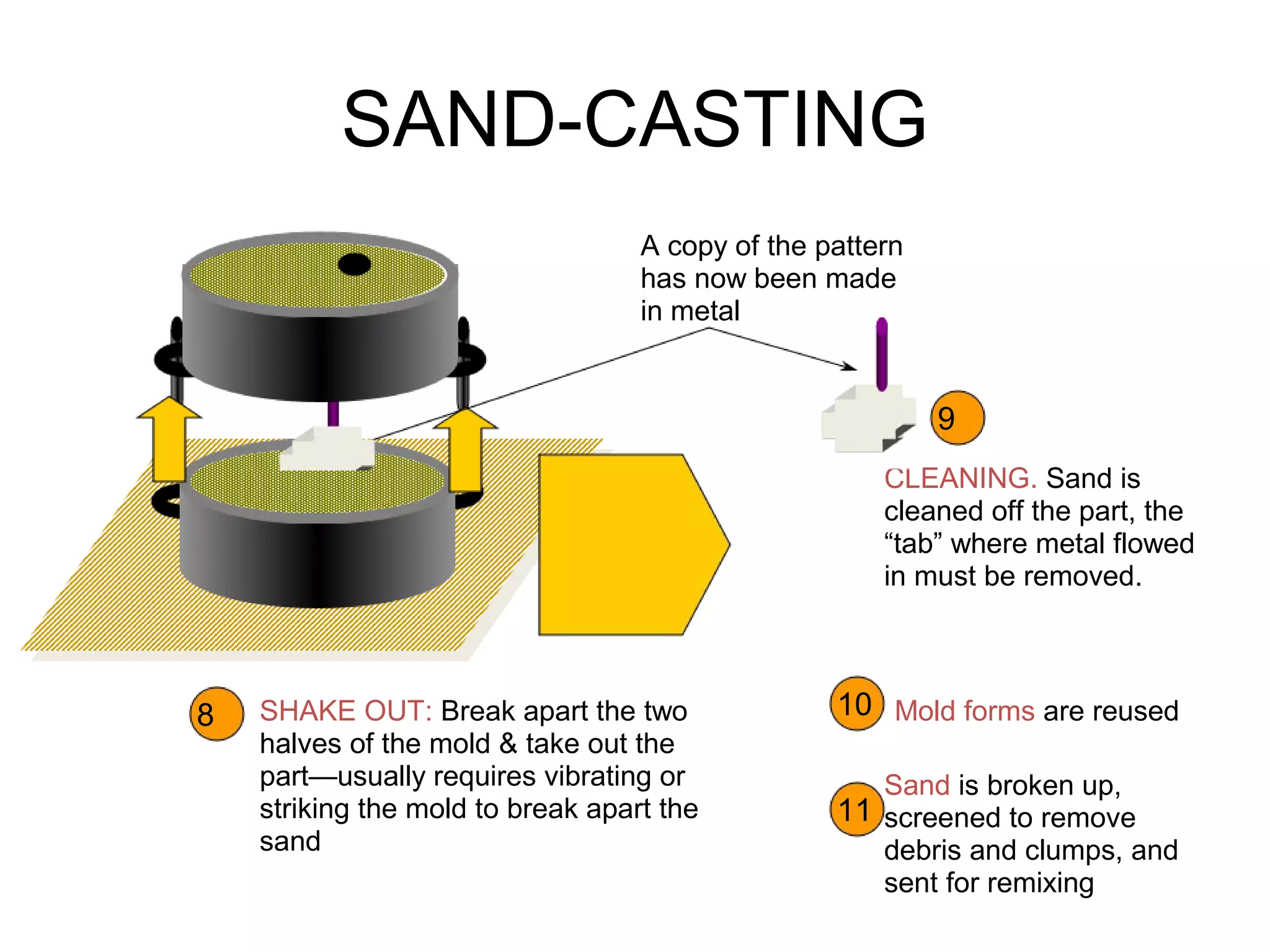
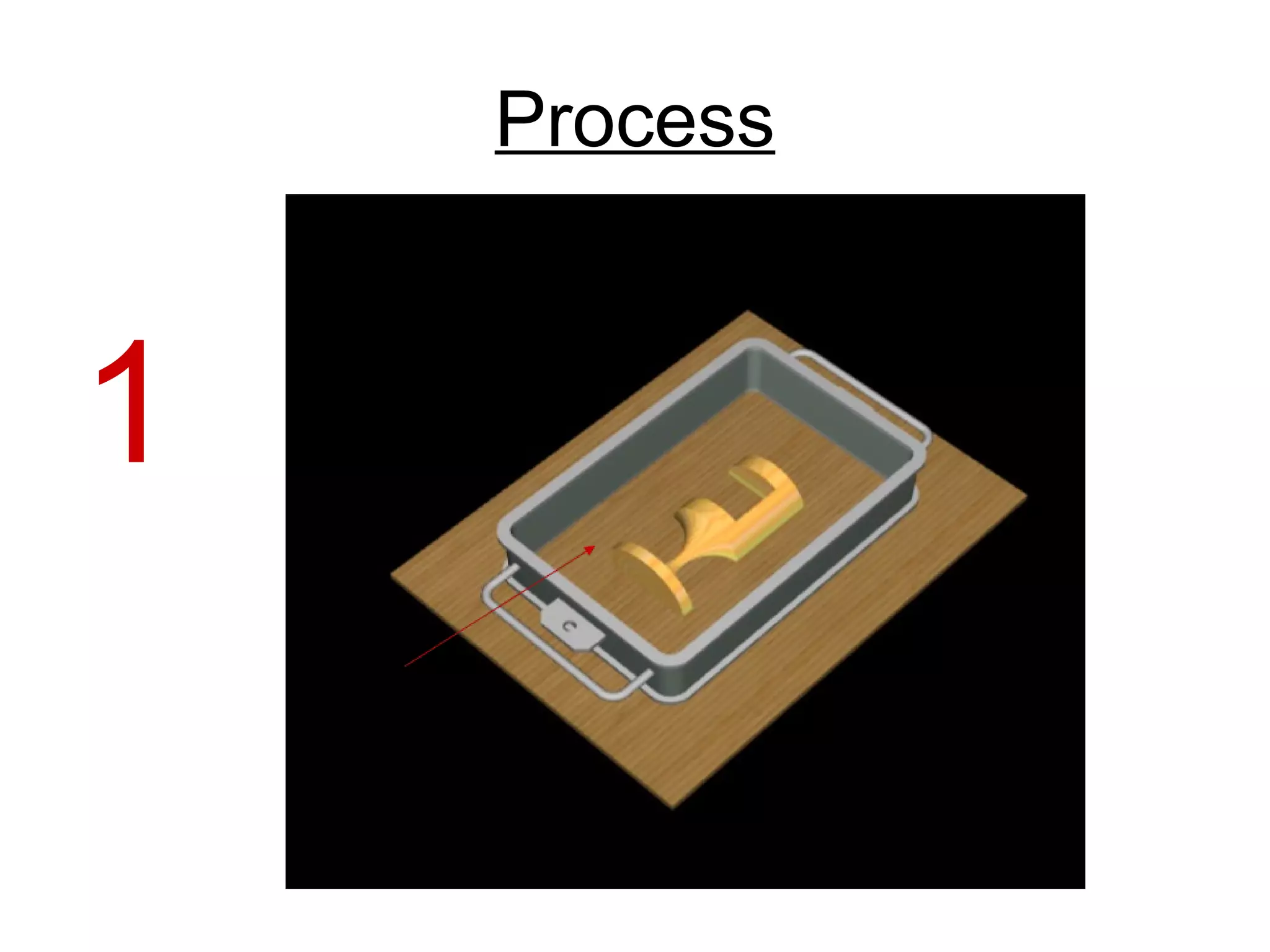
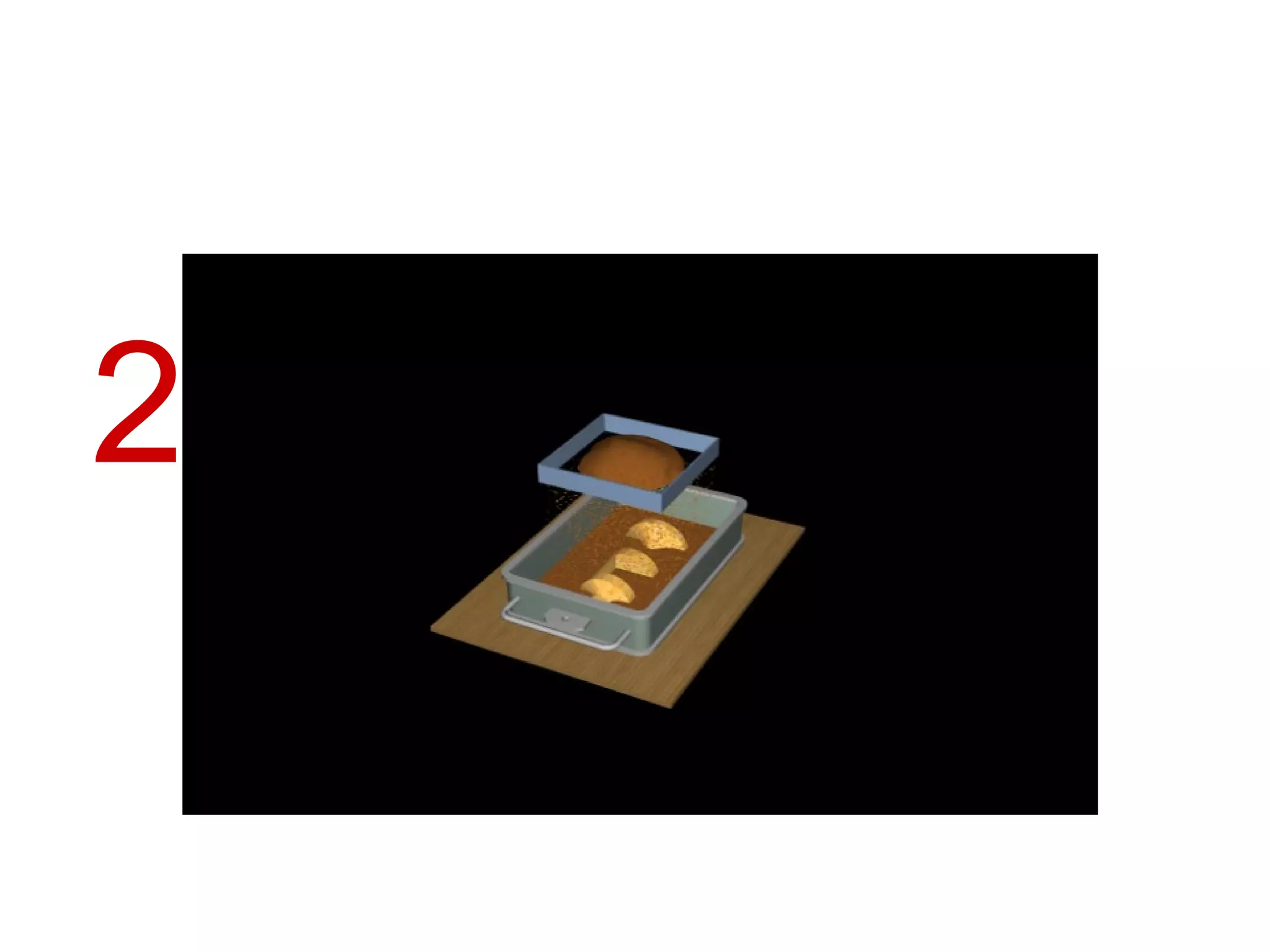
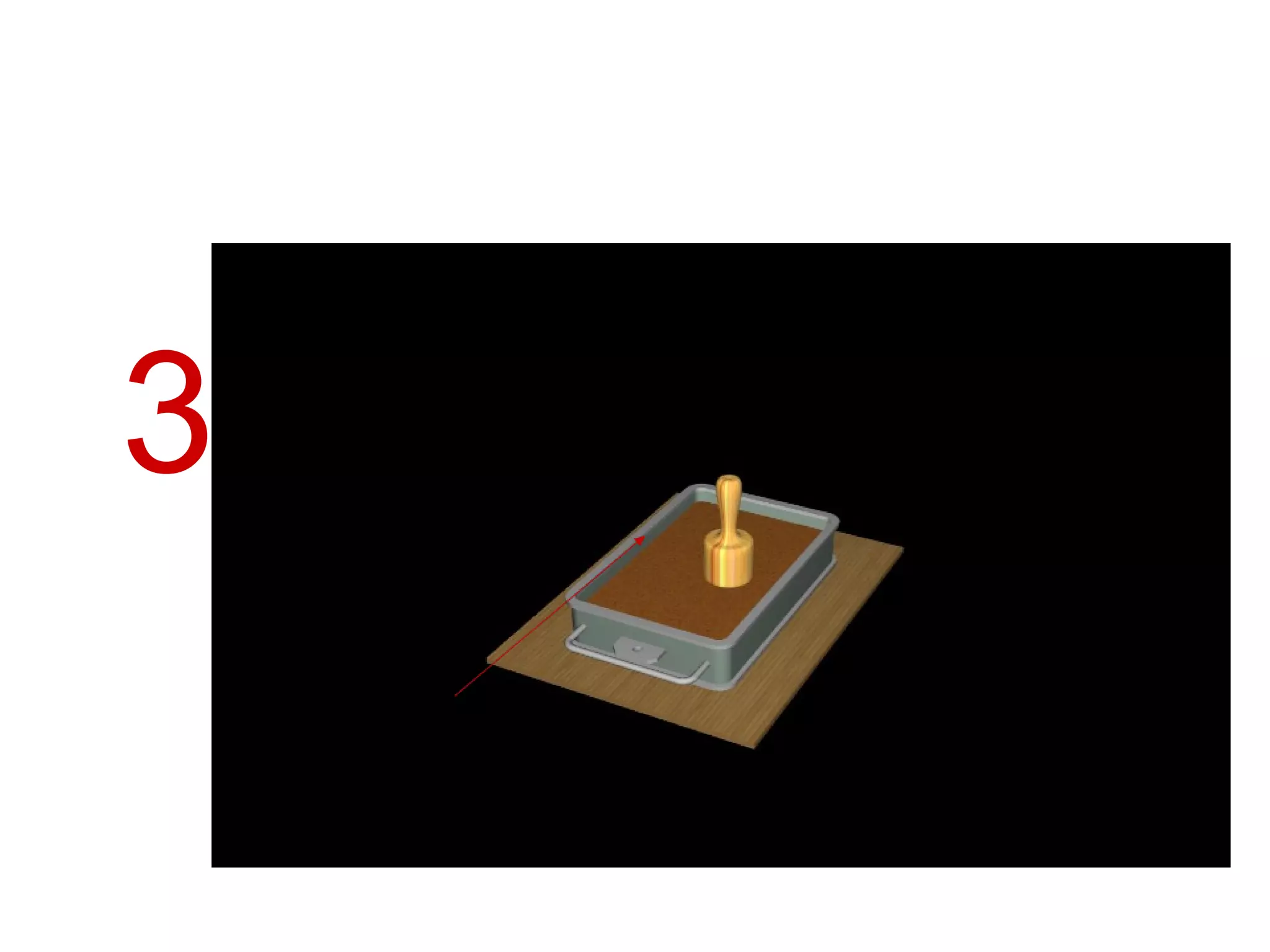
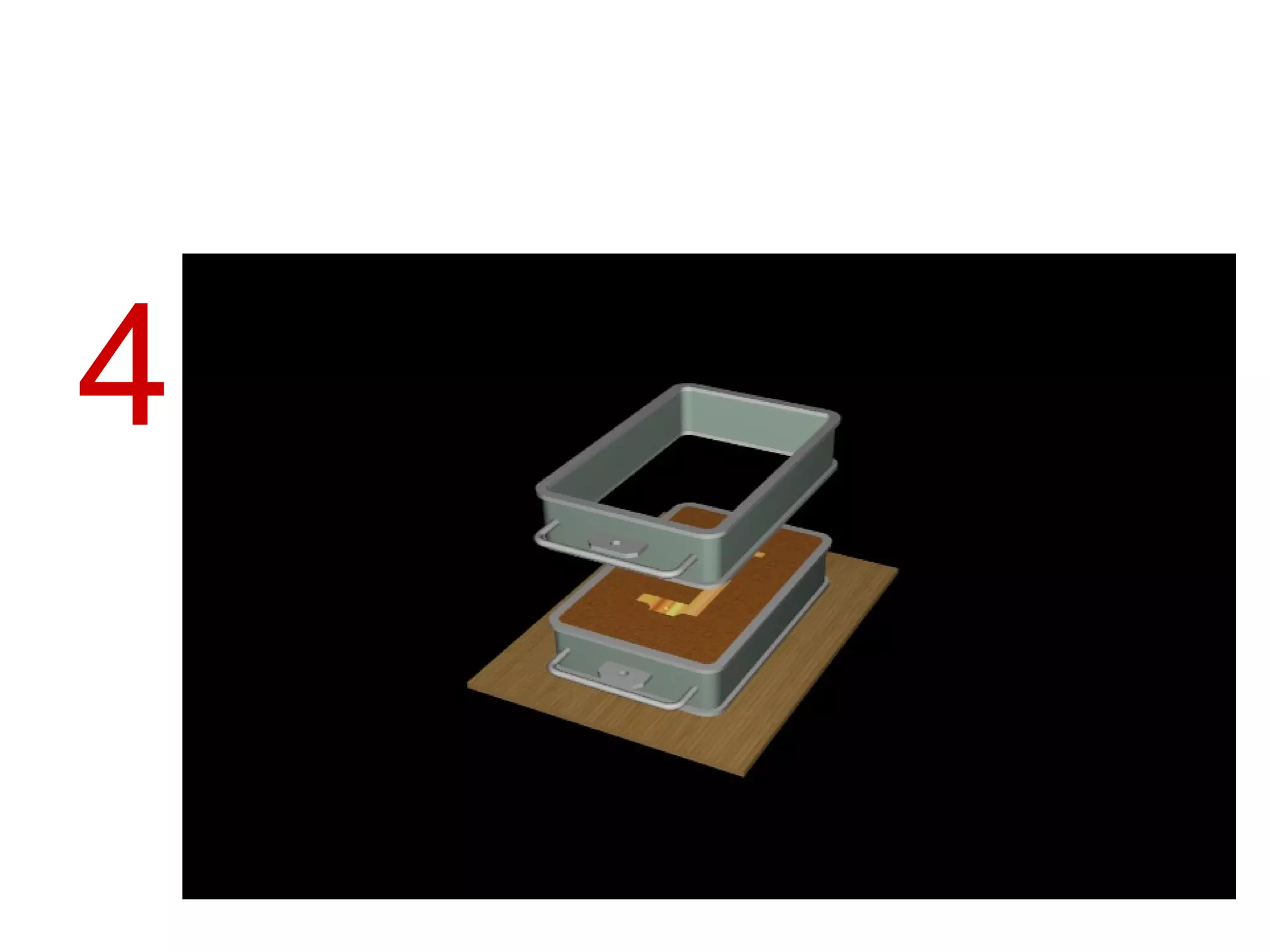
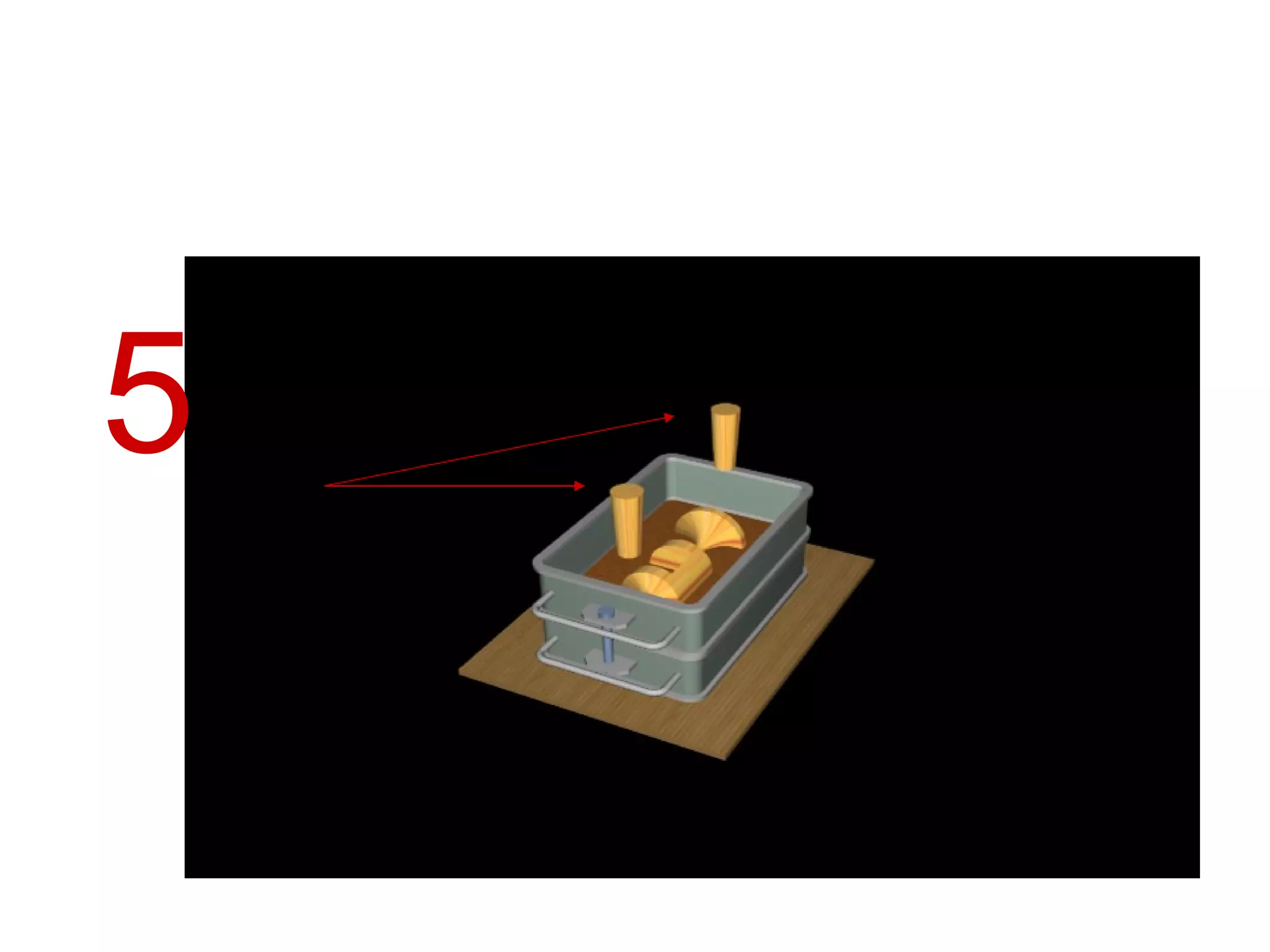
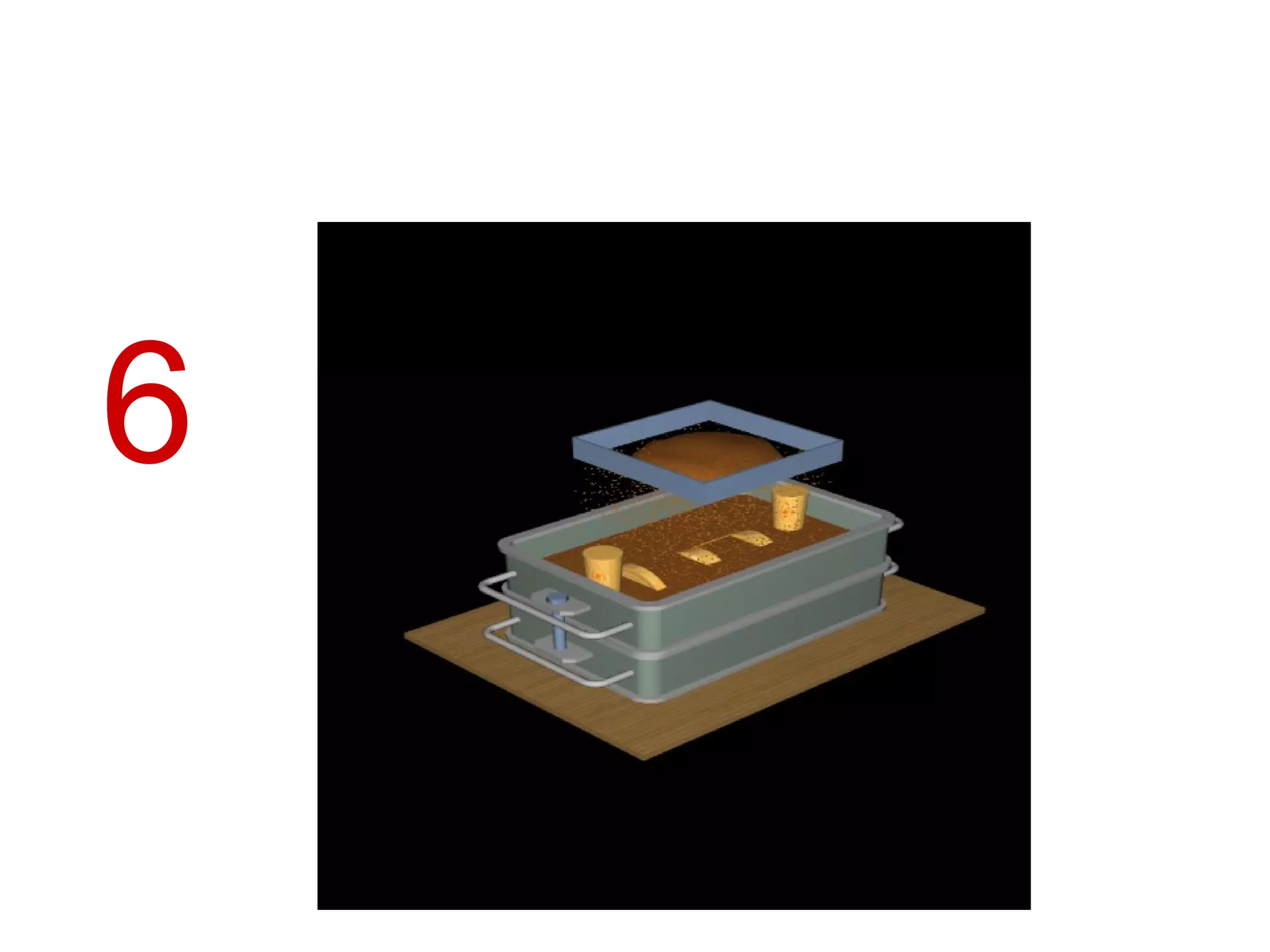
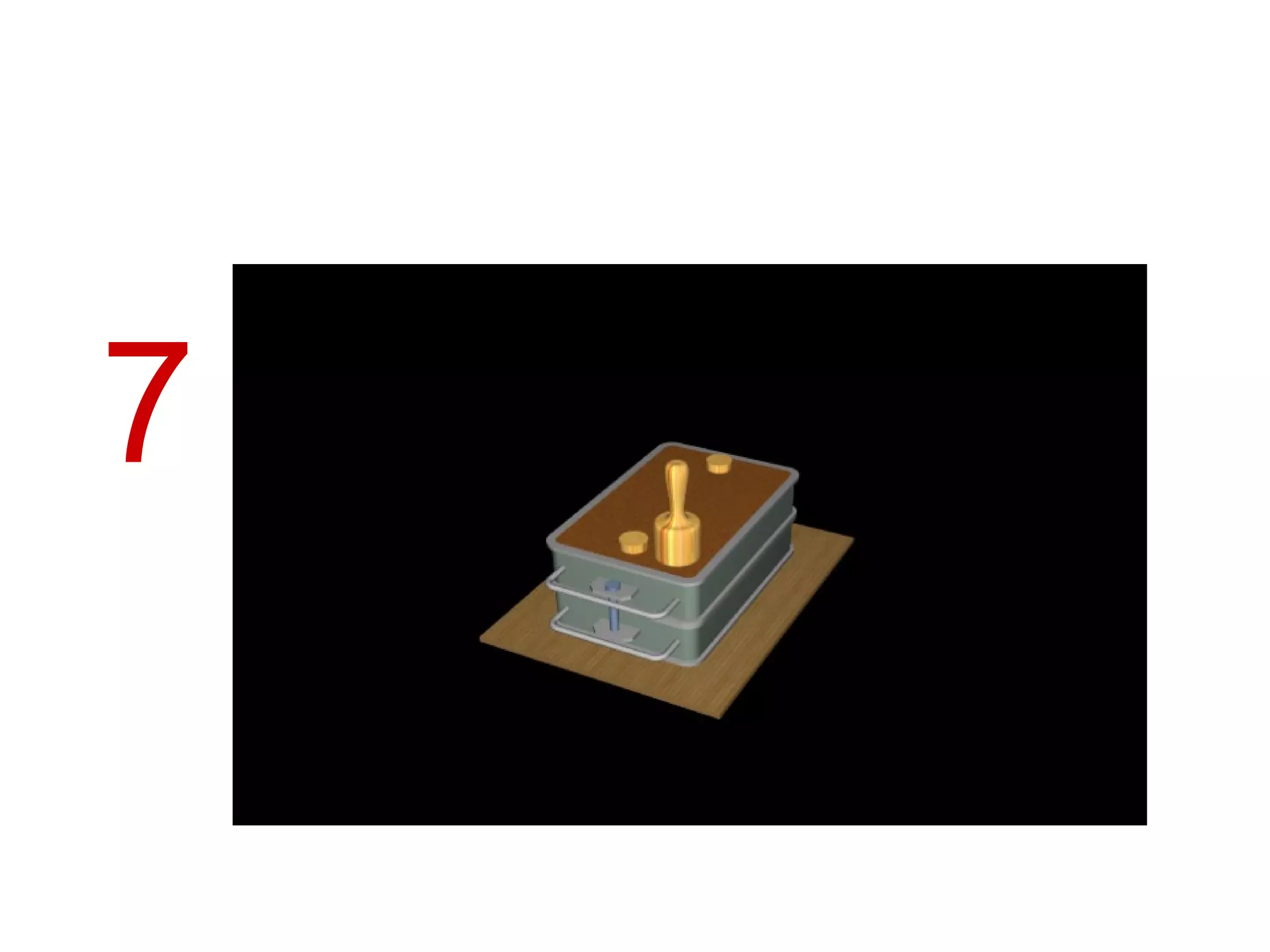

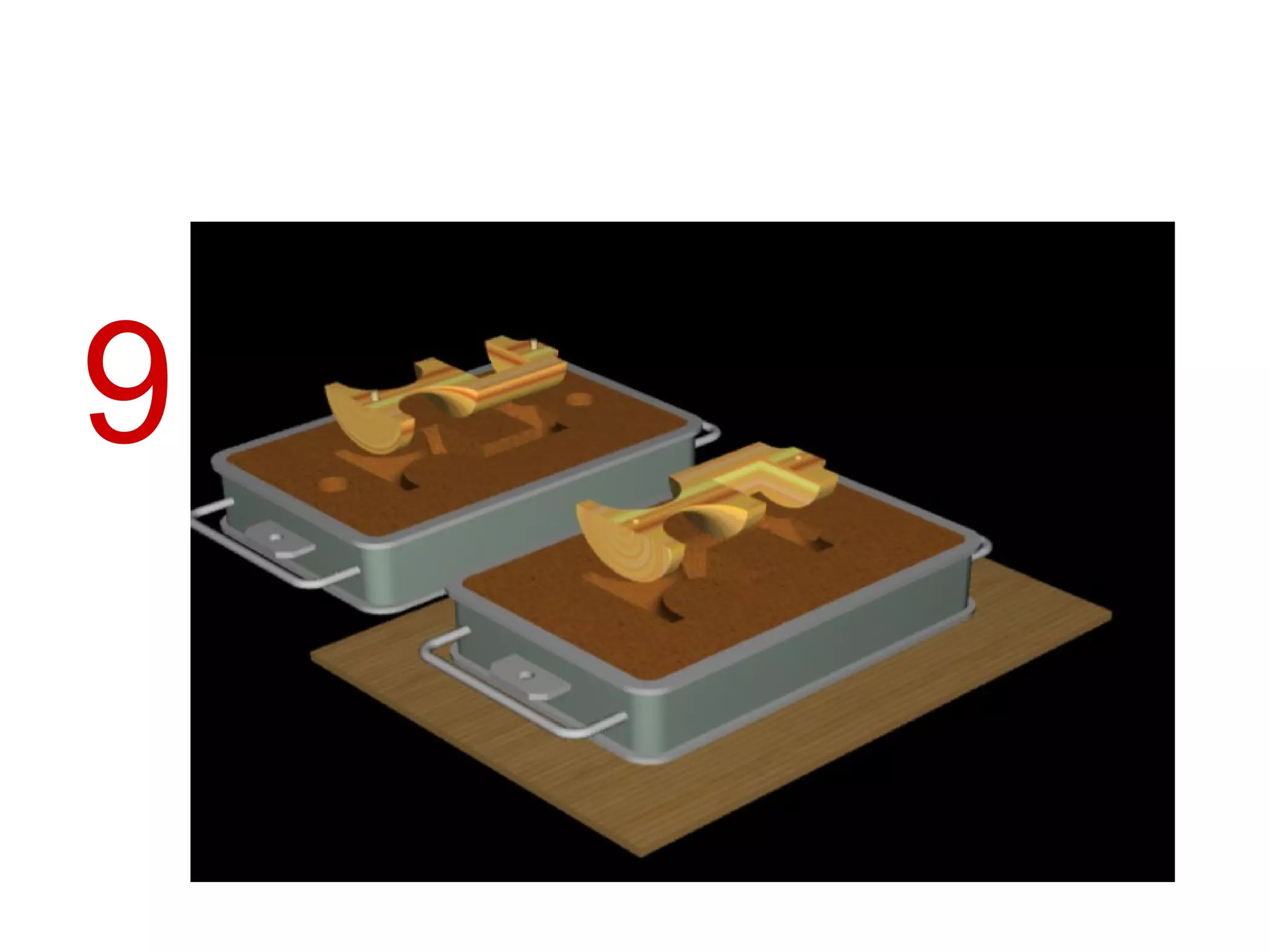
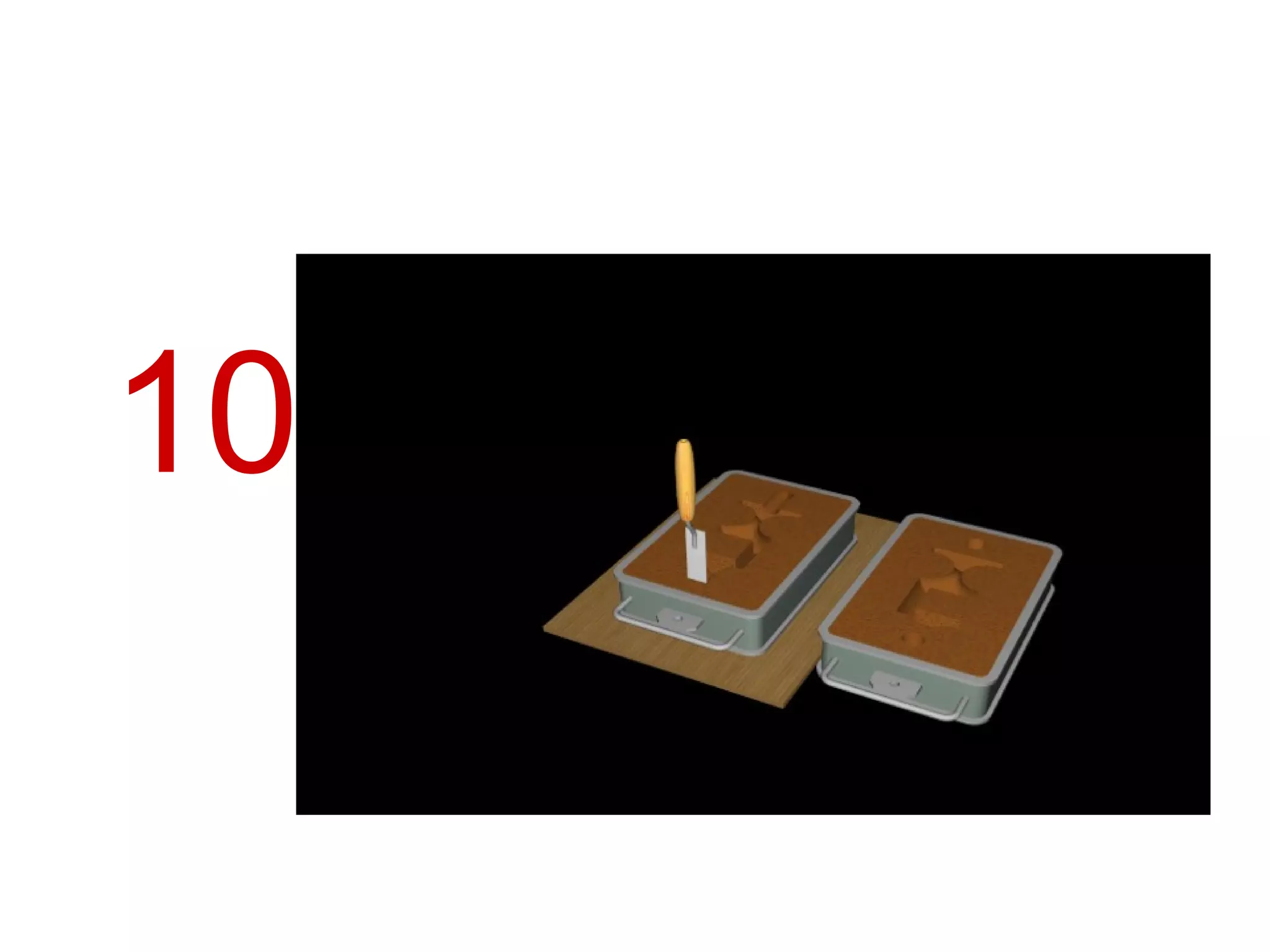
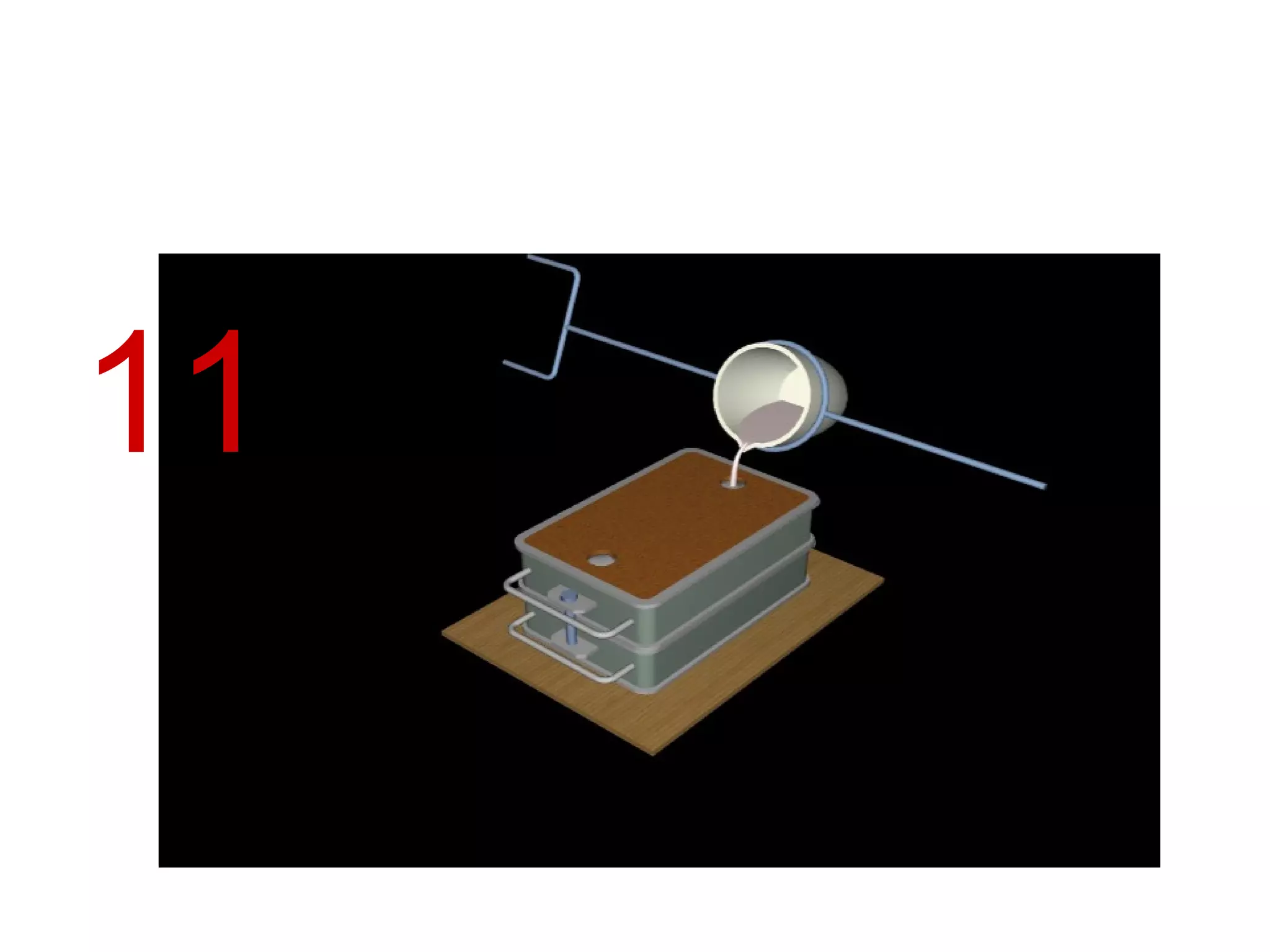
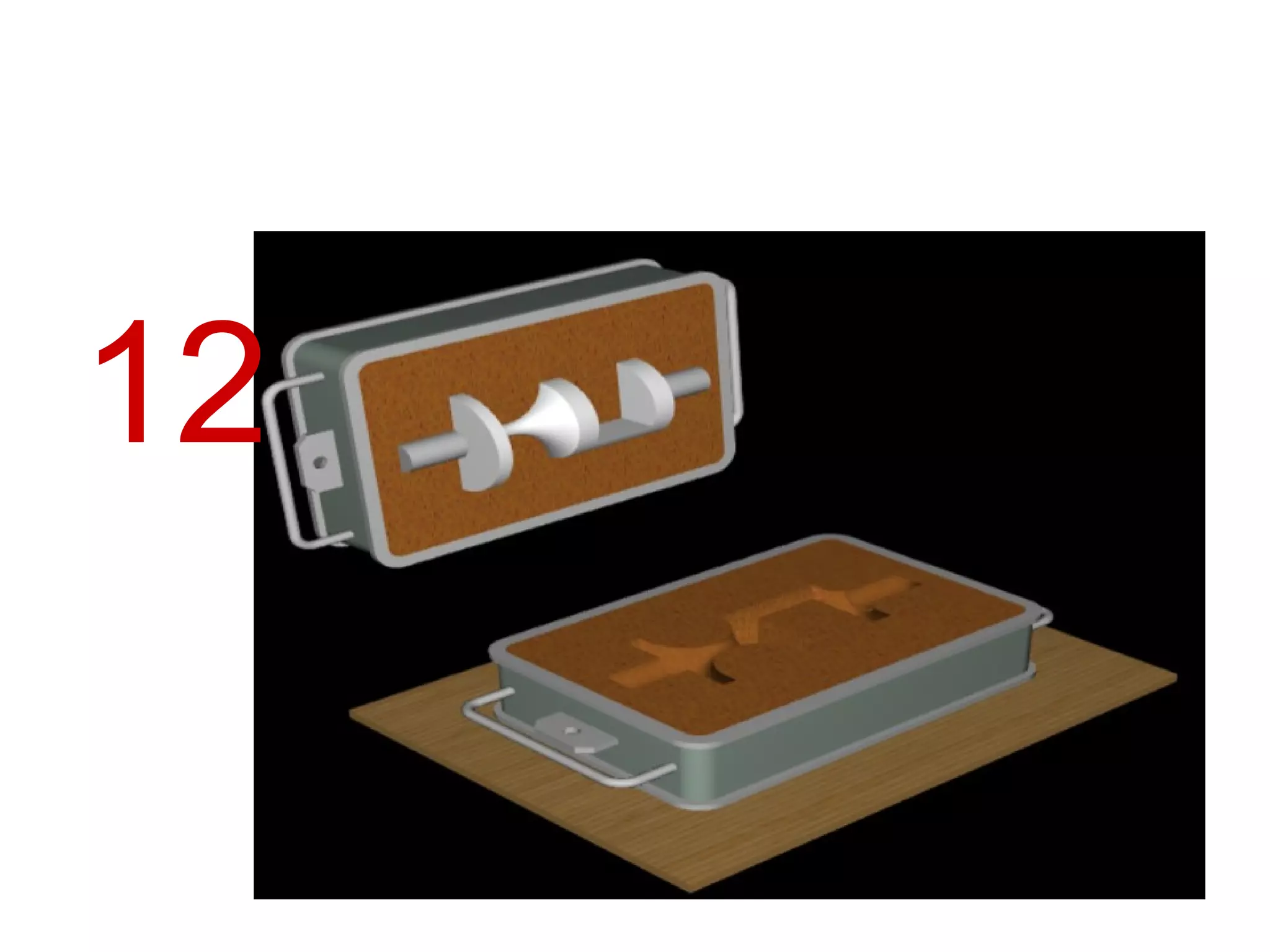


The document provides an overview of the sand casting process in 13 steps: 1. Mix sand and create molds using patterns. 2. Place pattern in bottom mold and compact sand. 3. Add top mold and fill with compacted sand. 4. Remove pattern to leave a cavity in the sand. 5. Pour molten metal into the mold. 6. Allow metal to cool and harden. 7. Break apart mold and remove the new cast part.