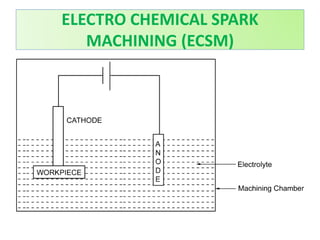
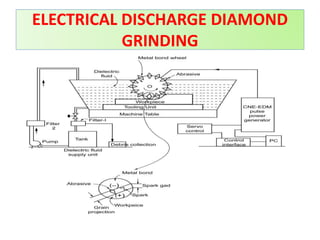
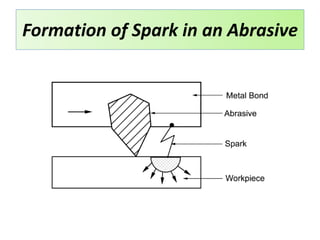
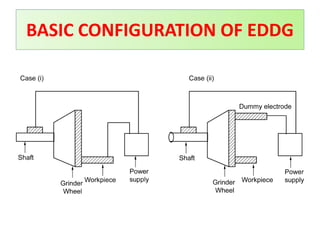
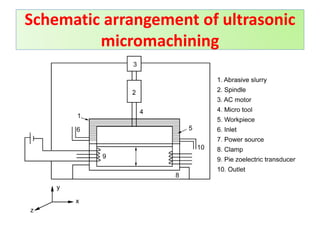
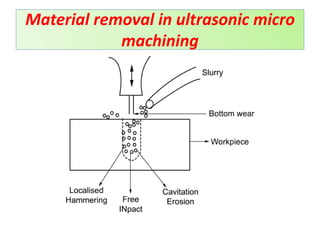
This document discusses recent trends in non-traditional machining processes. It describes hybrid processes that combine advantages of two non-traditional processes to improve performance. Electrochemical spark machining (ECSM) is discussed as a hybrid of electrochemical and electric discharge machining that can machine both conductive and non-conductive materials. Electrical discharge diamond grinding (EDDG) and ultrasonic micromachining are also summarized, outlining their working principles, key parameters, advantages, and applications in precision machining. The document provides an overview of recent developments in hybrid and other non-traditional machining techniques.