Downloaded 484 times
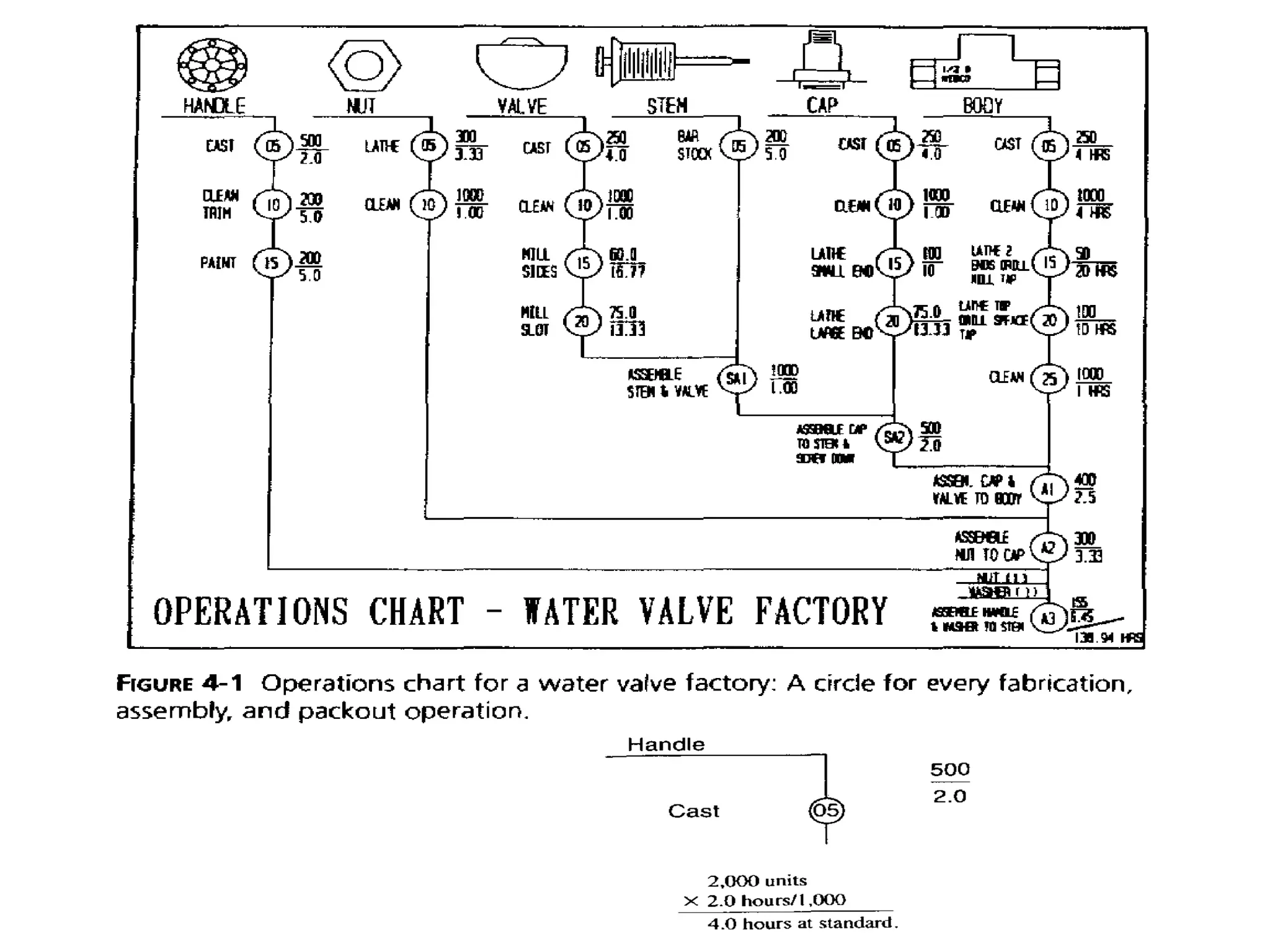
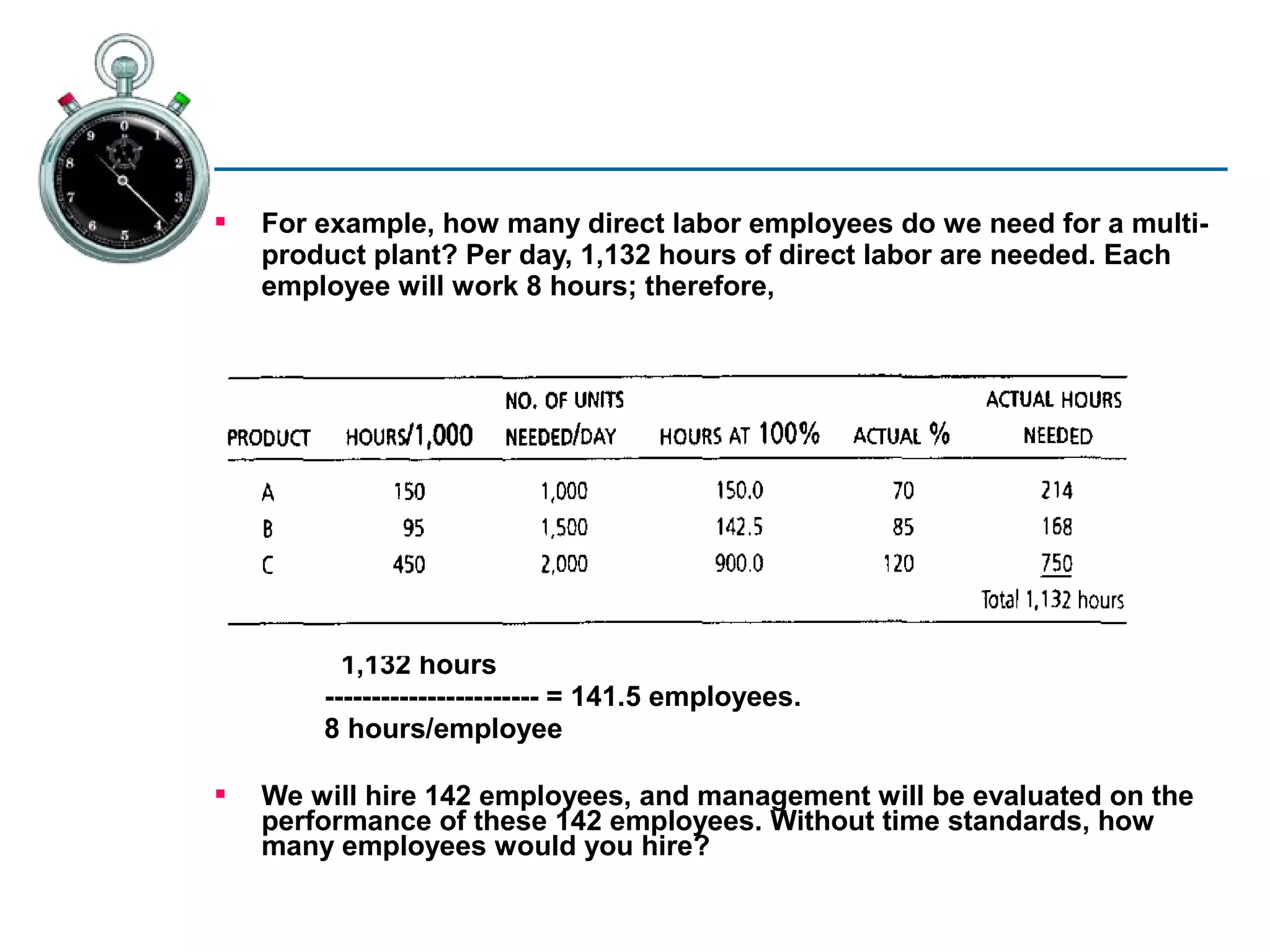

Without time standards, it would be very difficult to accurately determine how many employees, machines, or other resources are needed. Time standards provide an objective measure of the time required to complete tasks, allowing for informed planning and resource allocation.






















































































