Downloaded 2,670 times

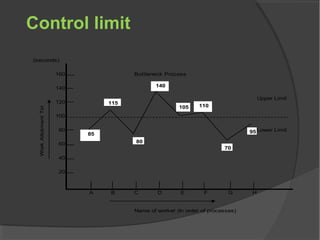
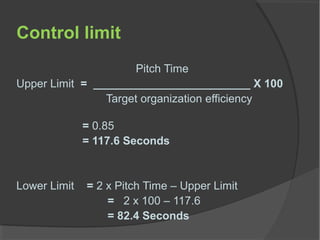
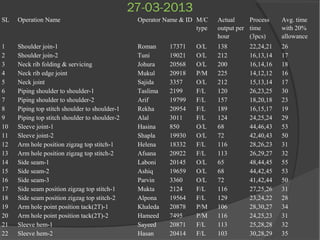
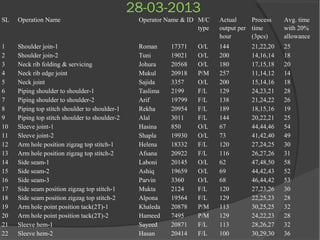
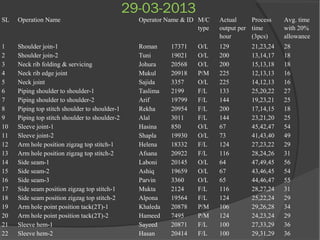
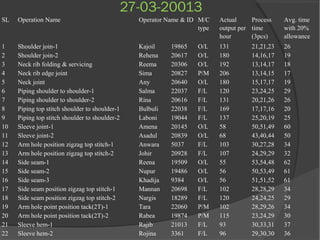
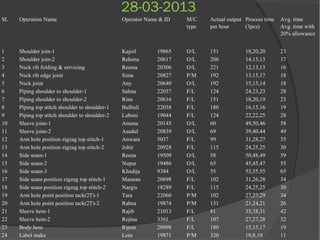
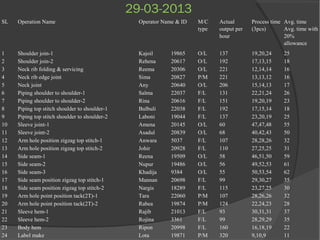
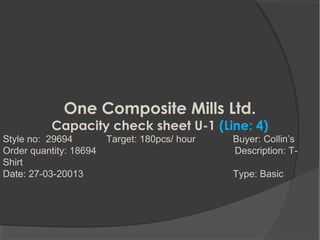
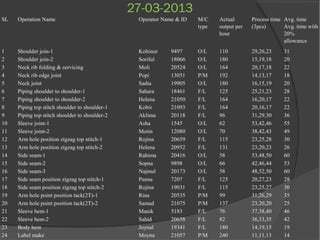
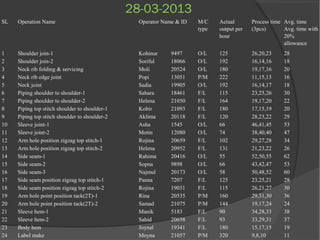
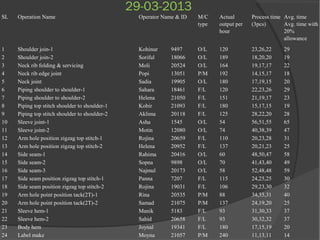
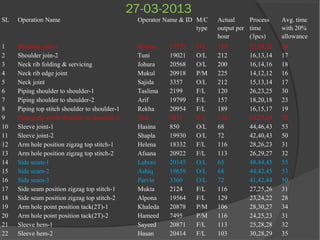
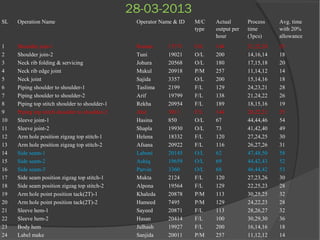
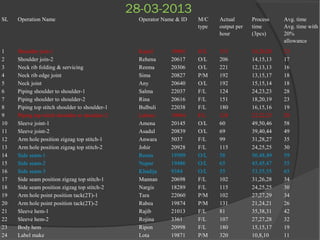
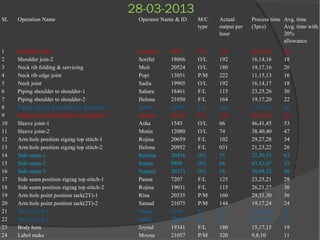







This document provides information about line balancing for a textile production process. It begins with an introduction to line balancing and definitions. It then discusses specific methods for balancing a production line, including determining the number of operators needed, work-in-process inventory levels, and standard minute values. The document provides examples of time studies, production data collection, and calculating key metrics like pitch time and bottleneck processes. The goal is to design an optimized production flow to improve throughput and reduce costs.




































































































