Downloaded 77 times





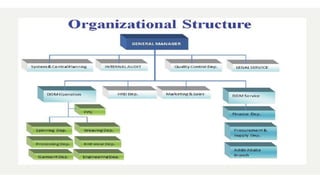
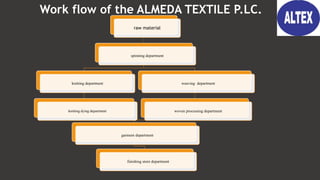
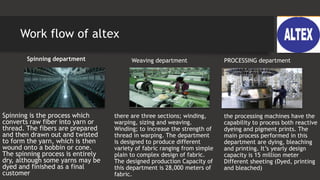
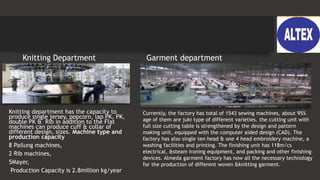
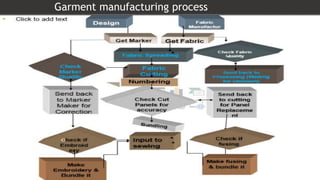






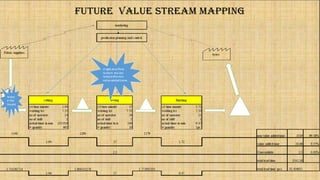


Almeda textile factory (ALTEX) is one of Ethiopia's largest textile manufacturing companies. It is located in Tigray region and produces threads, yarns, fabrics, and clothing. ALTEX aims to satisfy customers, engage in necessary business activities, and become a leader in the Ethiopian and African textile industries. The company uses local and imported raw materials to vertically integrate its production from spinning to garments. Its products go to various local and international customers. The intern aims to investigate and minimize lean waste at ALTEX's garment facility through value stream mapping of a knitted polo shirt production line. This will help reduce production time and costs by identifying and addressing non-value added activities