Downloaded 247 times

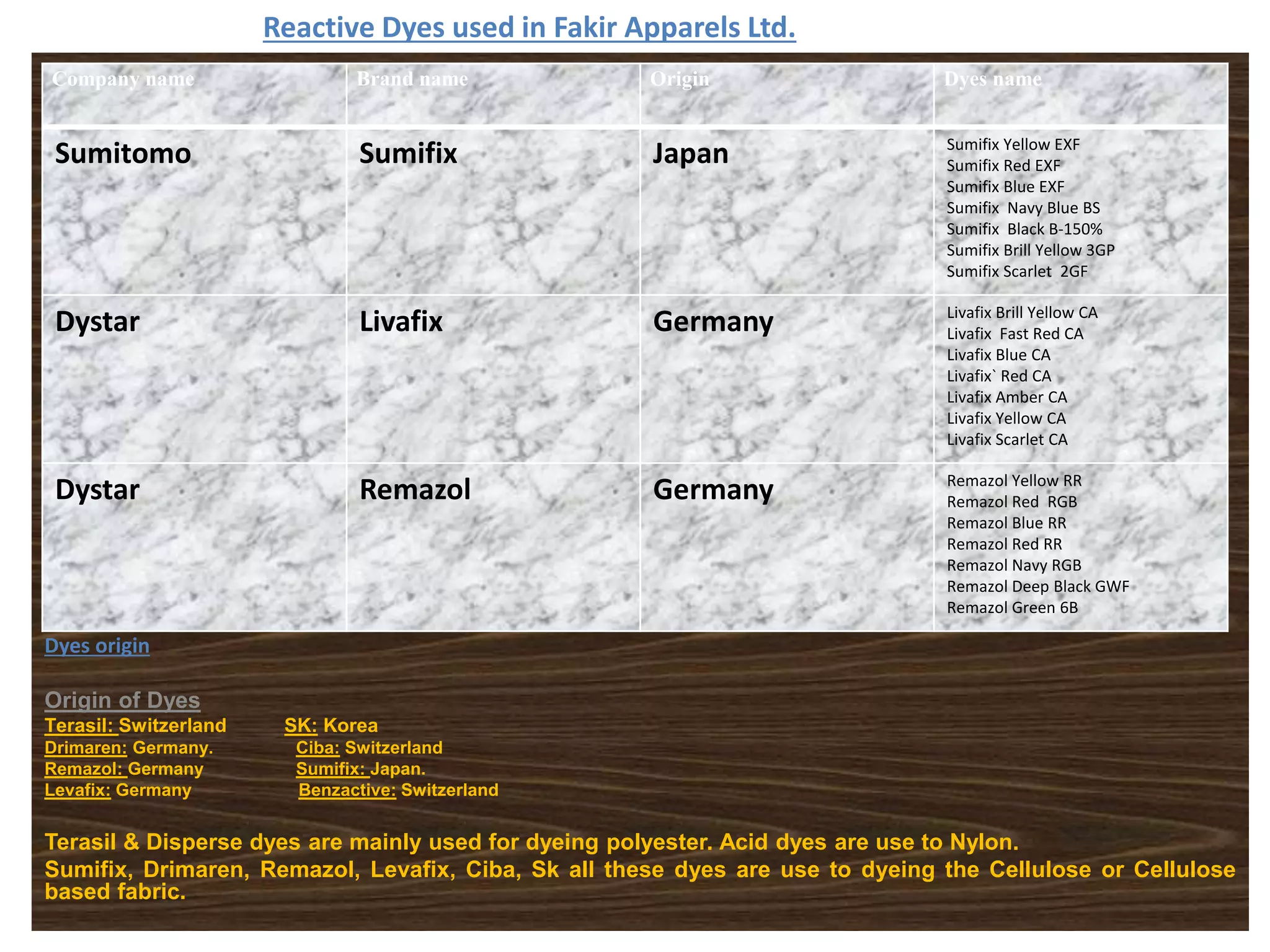
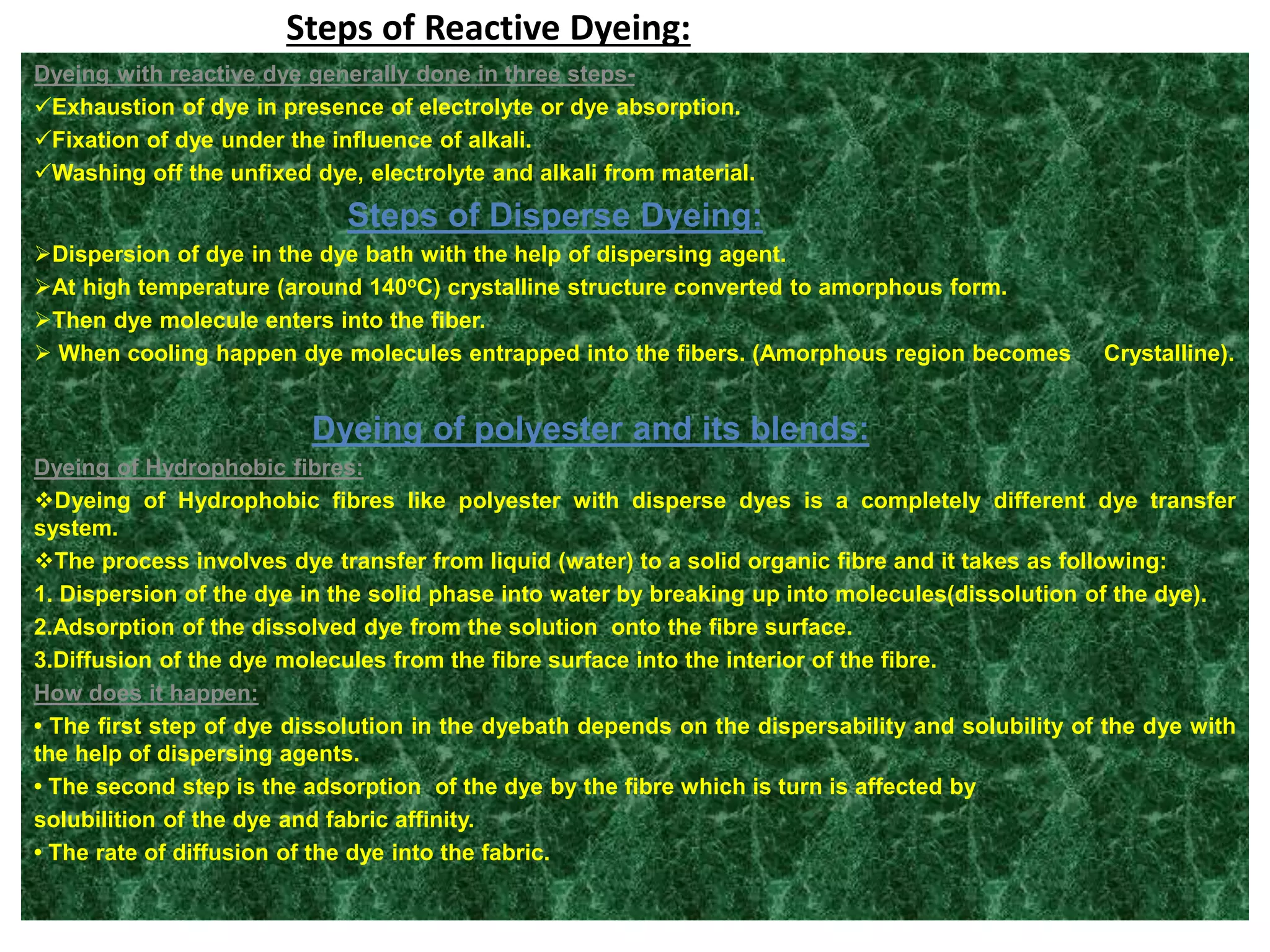
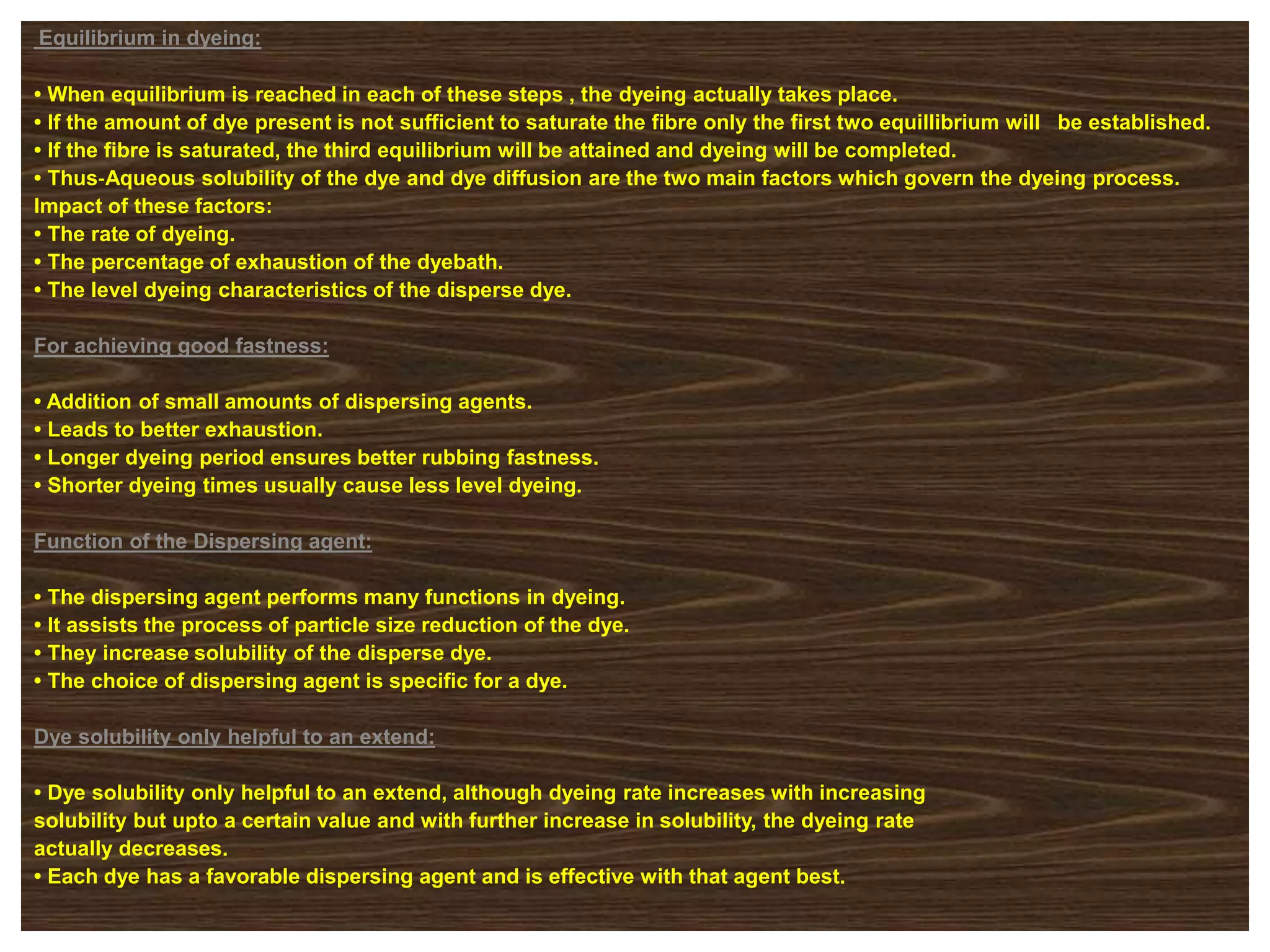
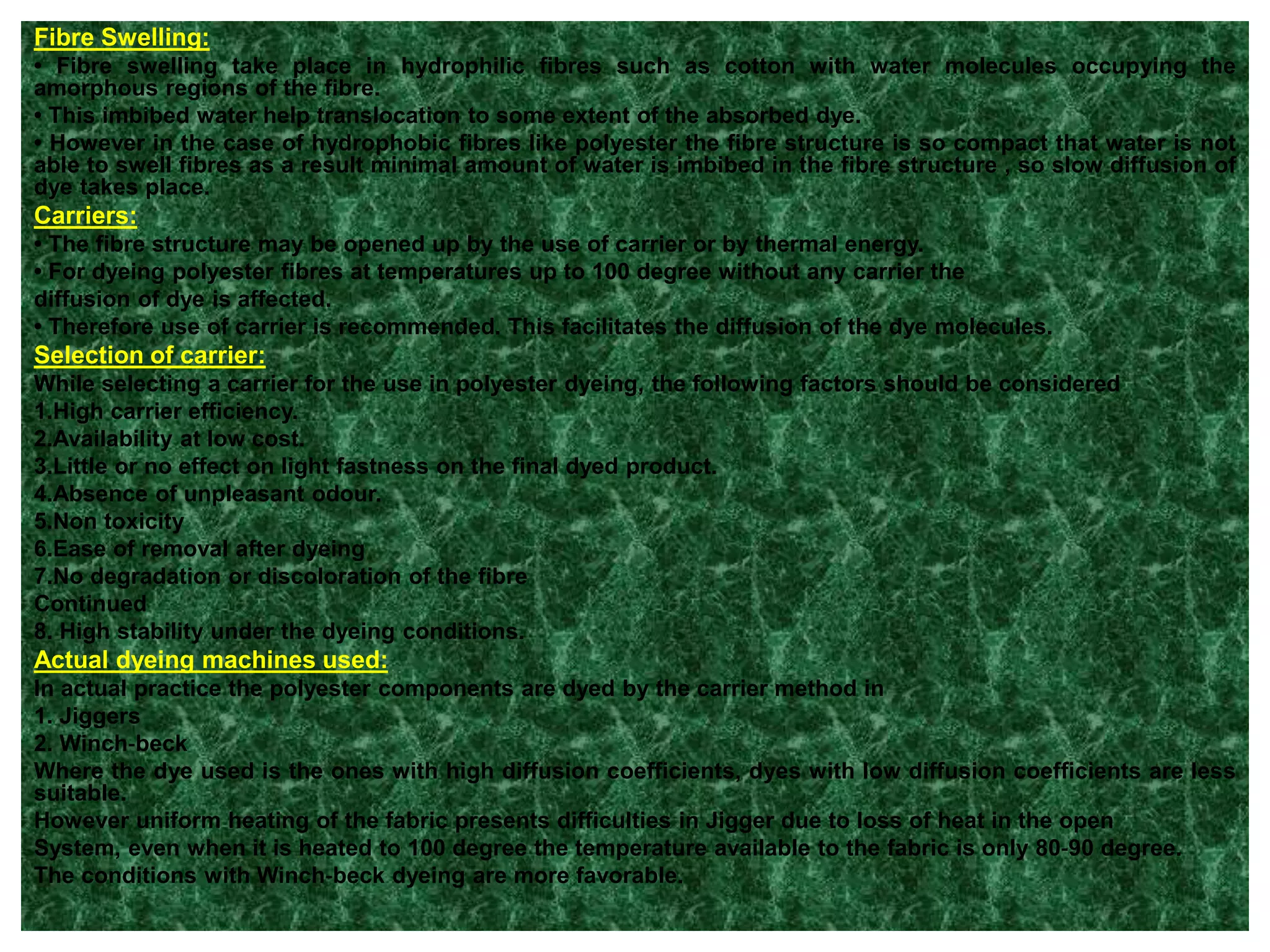
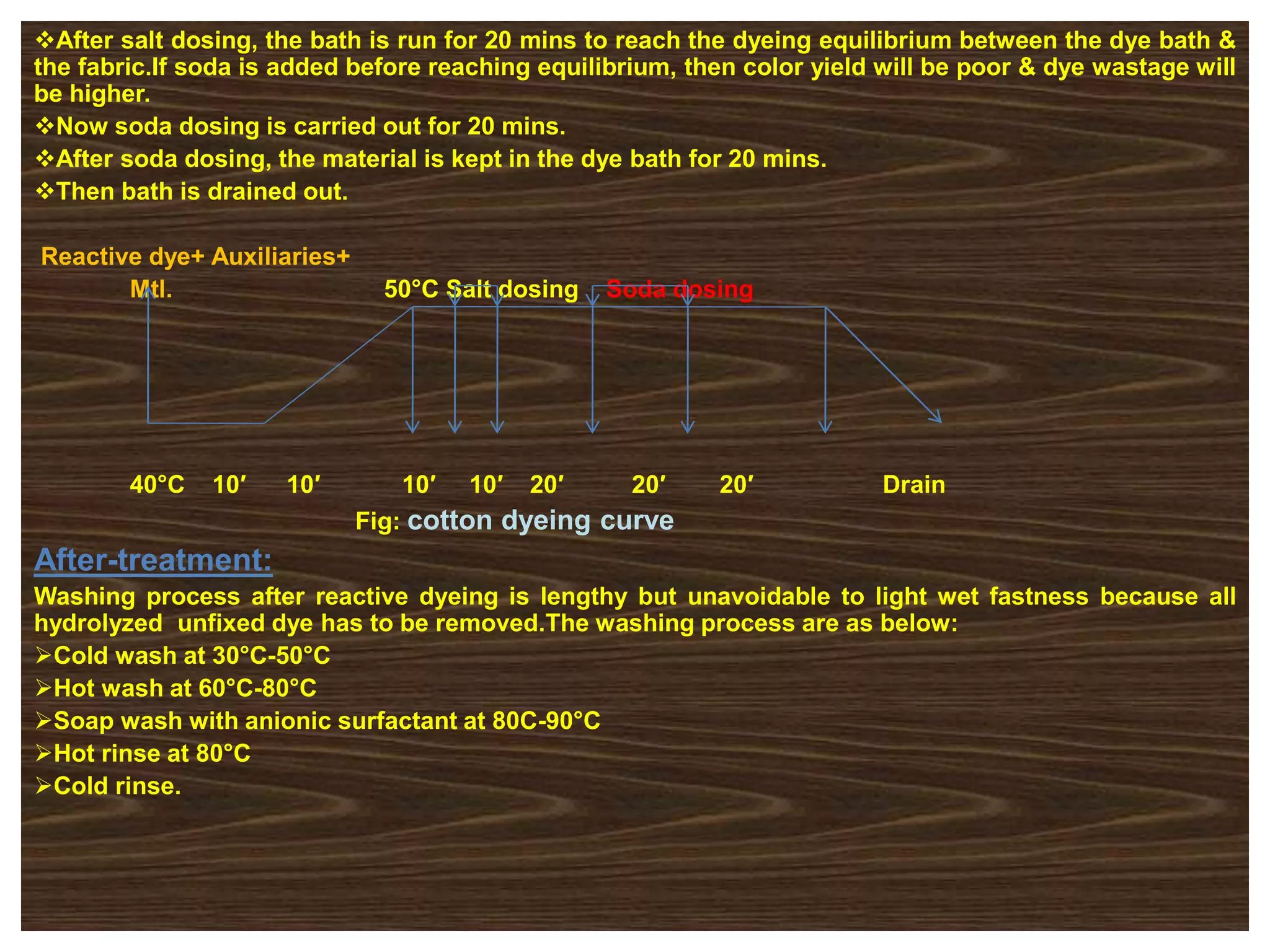

This project report explores the application of disperse and reactive dyes in dyeing a polyester/cotton blended fabric using a two-bath system at Fakir Apparels Ltd. It highlights challenges in achieving consistent color and fastness properties, outlines methodologies for evaluating dye compatibility, and suggests improvements based on laboratory trials. The findings emphasize the importance of proper dye selection and application conditions to enhance the quality of dyed fabrics in the textile industry in Bangladesh.



























































































![Seller Deck - Presentation [Concert L2].PPTX](https://cdn.slidesharecdn.com/ss_thumbnails/sellerdeck-presentationconcertl2-251219171156-24982daf-thumbnail.jpg?width=640&height=640&fit=bounds)












