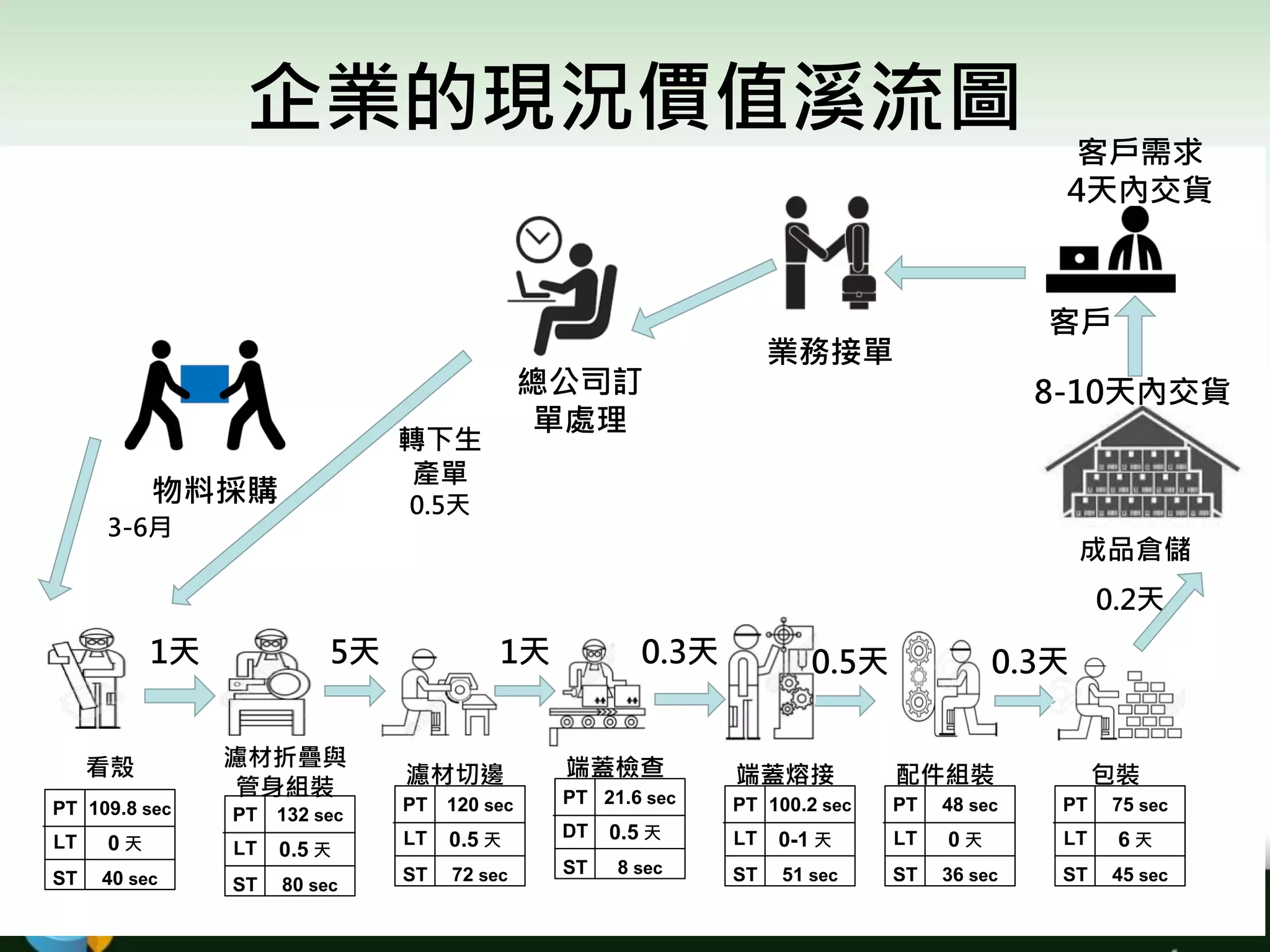
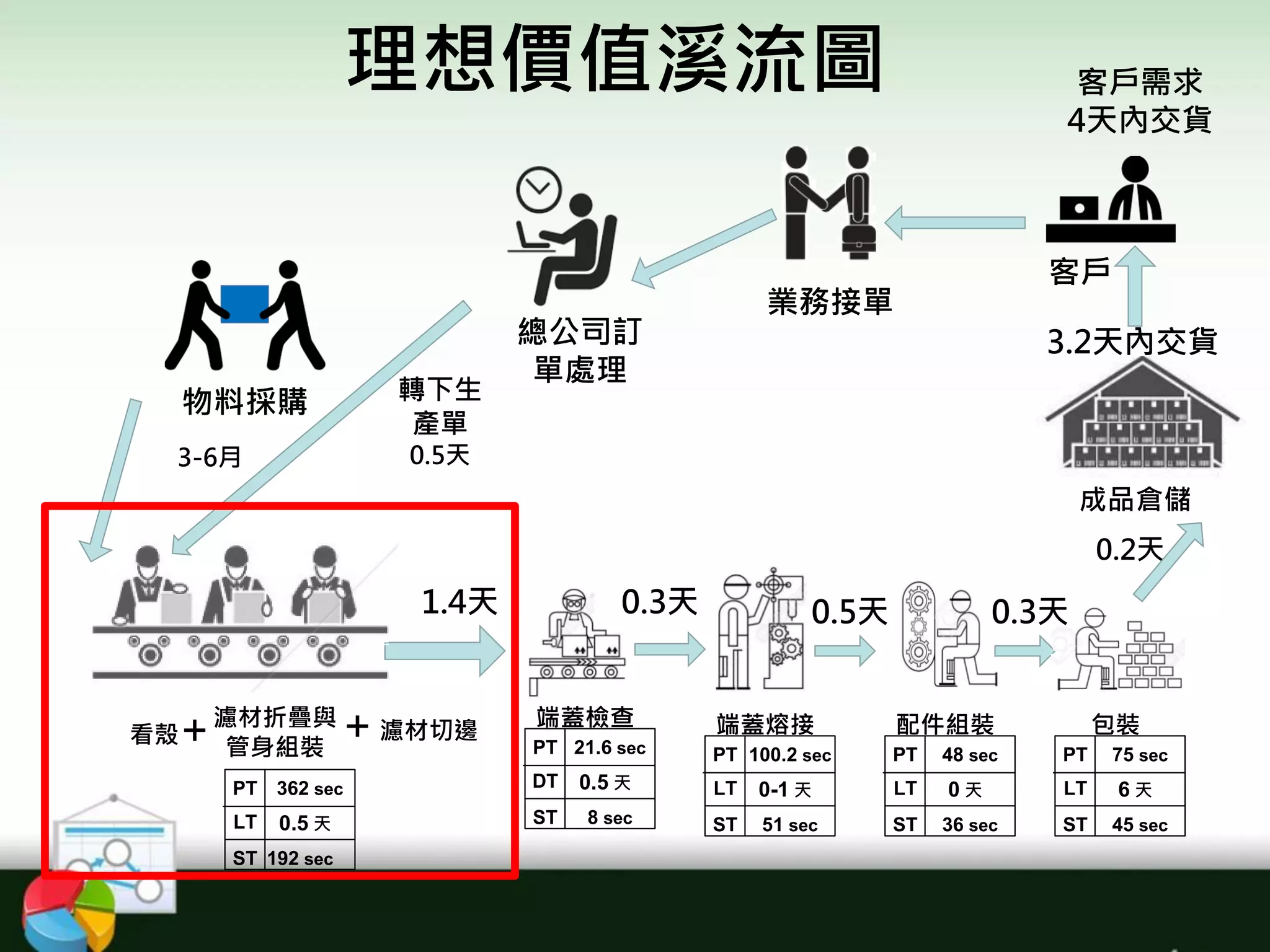
文档分析了汉宝工业公司在生产汽车排气管中的浪费根源,提出通过创建价值溪流图来识别和解决问题。通过实施标准工时和调整生产模式,公司成功将订单交期从8-10天缩短至3.2天,同时提高了人均产值和降低了库存金额。最终建议进行现状分析并针对不连续流程制定改善措施,以持续优化生产效率。