本文探讨了保时捷在面临生产和交货问题时,如何通过引入丰田生产方式进行组织和流程改善。经过重组和实施精益生产,保时捷成功降低了生产成本,提高了生产效率,并显著减少了不良率和存货水平。最终,保时捷实现了生产力的显著提升,并扭转了公司业绩下滑的局面。










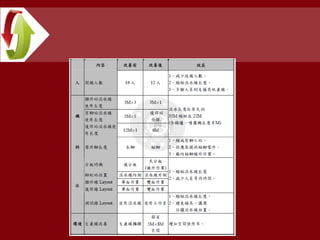
![(3) 改善成果:
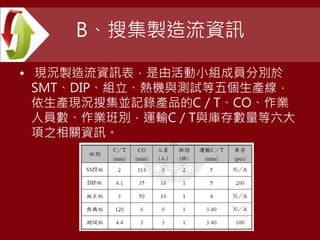
• DIP生產線依人、機、料、法與環境五種規
劃,進行上點所述:]
• 縮短DIP流水線長度、工作站外移、調整工
作站順序與調整工法等四項改善方法執行
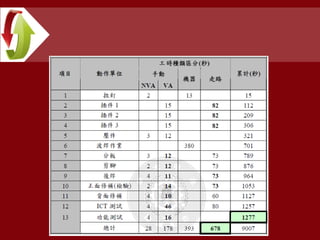
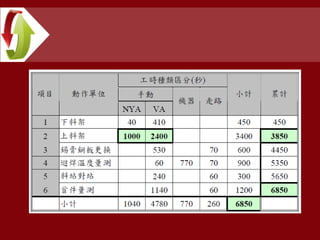
改善,可從表4.12 DIP生產線改善前後比較
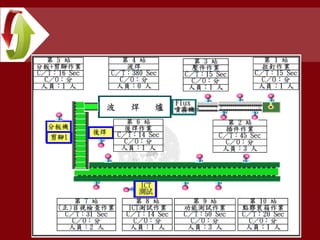
表看出執行改善後的實際效益。圖4.8 理想
DIP產線Layout圖是依實施改善活動後所繪
製的現場Layout圖。](https://image.slidesharecdn.com/01leanproductioncasestudy-180410052456/85/Lean-production_case-study-86-320.jpg)