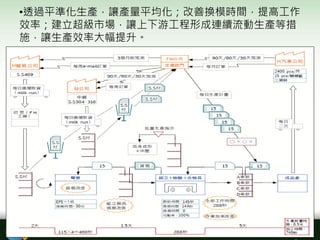
精實生產的目的是消除生產過程中的各種浪費,通過運用價值溪流圖來識別和改善這些浪費源。該系統起源於豐田生產模式,強調依顧客需求進行生產,以提高企業生產彈性、減少庫存並避免不良品的產生。實施精實生產需要循序漸進的改善過程,包括重新繪製現狀圖和未來圖,並採取拉式管理和持續完善的策略。