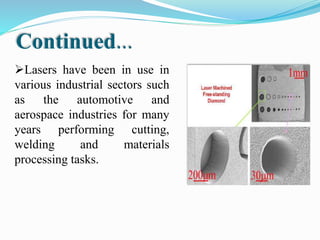
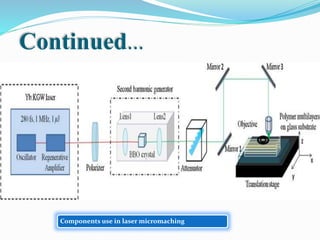
The document discusses laser micromachining, which involves the use of lasers for precise cutting, drilling, and modifications of small features, typically 1 to 999 μm in size. It covers the working principles, types, advantages, and disadvantages of laser micromachining, emphasizing its applications in industries such as automotive and aerospace. Additionally, it highlights safety considerations and the transition from micro to nano-electro-mechanical systems.