Download to read offline

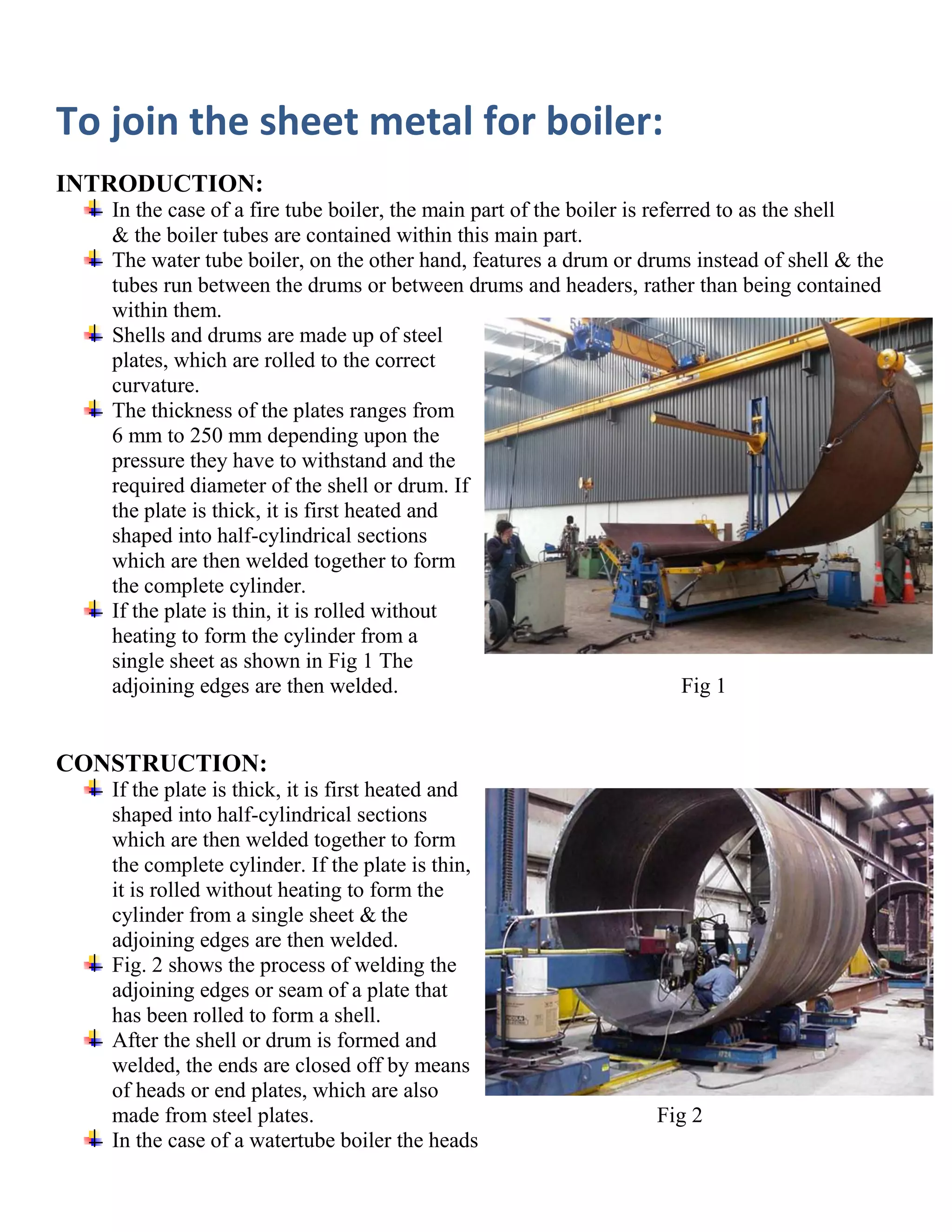
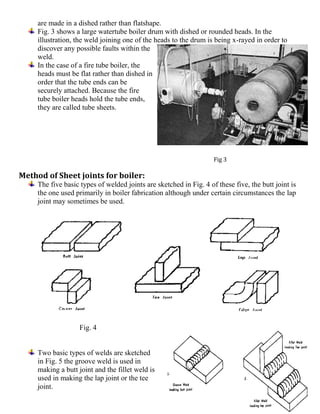
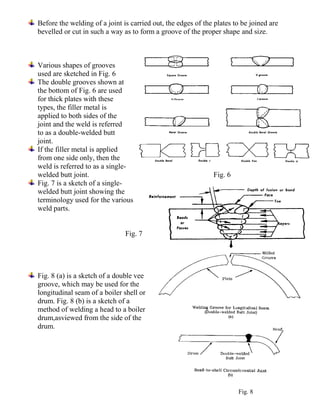


The document summarizes how sheet metal is joined for boilers. It discusses that shells and drums of boilers are made of steel plates that are either heated and formed into half-cylinders or rolled without heating into a full cylinder. The edges are then welded together through various joint types like butt joints. Welds are subjected to heat treatment to reduce stresses from temperature differences during welding. Advantages of welding over riveting include lighter weight, stronger joints, and easier alterations.