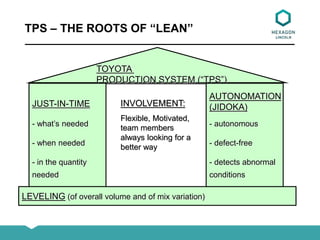
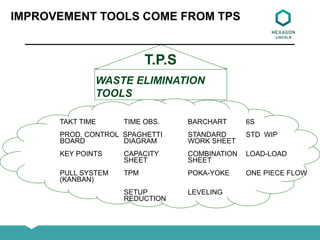
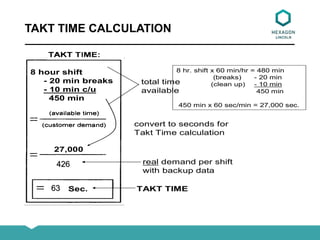
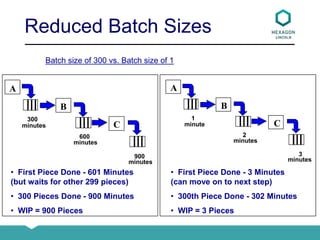
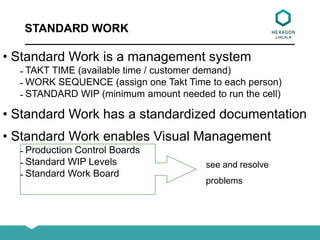
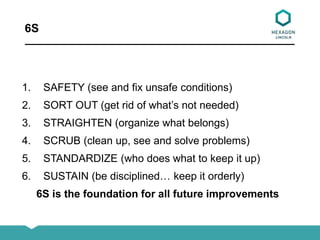
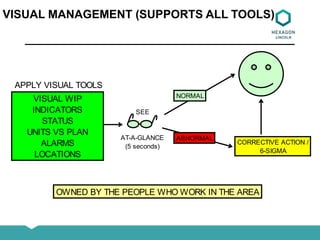
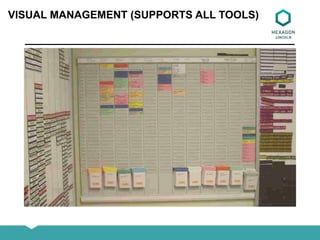
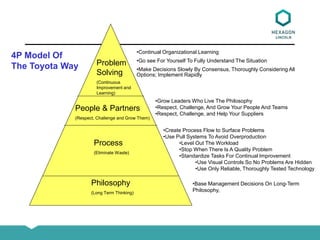
This document provides an overview of Lean fundamentals and tools. It discusses the history and evolution of manufacturing, the key principles of Lean thinking around value, value streams, flow, pull and perfection. It then describes the basic Lean tools for identifying and eliminating waste, including takt time, time observation, bar charts, spaghetti diagrams, standard work, visual management and pull systems. The goal of these tools is to optimize workflow, reduce waste and enable continuous improvement through establishing standard processes and engaging employees.