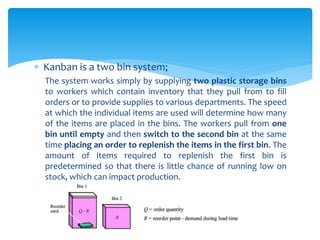
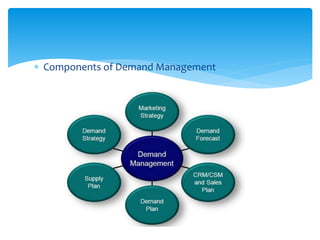
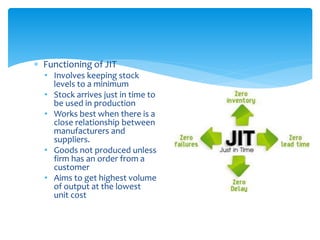
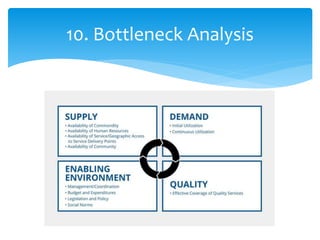
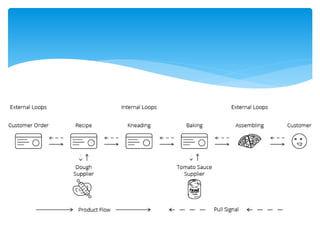
This document provides an overview of 12 lean manufacturing tools: Kaizen, Jidoka, Poka Yoke, Visual Management, Kanban, Demand Management, Heijunka, Just in Time, Takt Time, Bottleneck Analysis, Andon, and Gemba. It describes the purpose and key aspects of each tool, how they are implemented, and the benefits they provide for improving production efficiency and eliminating waste.