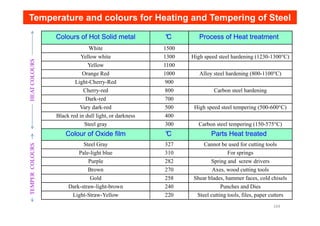
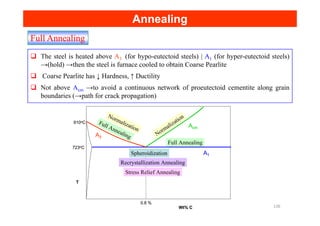
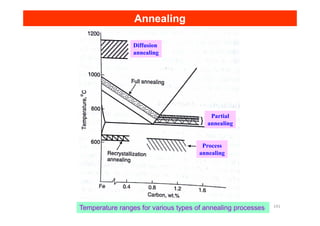
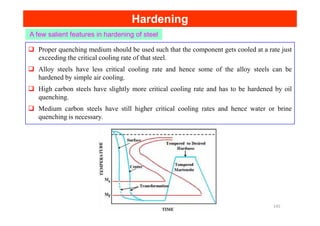
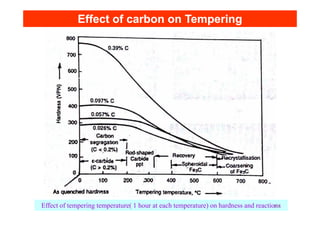
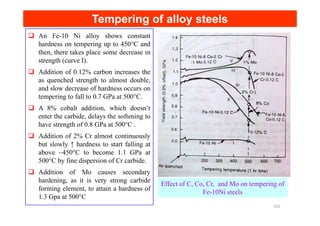
This document discusses various heat treatment processes for steel including annealing, normalizing, hardening, and tempering. It provides details on the purposes, methods, and effects of each process. Full annealing involves heating above A3 and furnace cooling to obtain coarse pearlite and reduce hardness and increase ductility. Normalizing is done above A1 and involves air cooling, resulting in a finer pearlite structure than annealing. Hardening involves heating above A1, quenching to form martensite, and tempering to achieve the desired hardness. Retained austenite that remains after heat treatment can impact properties. Sub-zero treatment below 0°C can help eliminate retained austenite and further increase hardness.
![Time and Temperature relationship in Tempering
Time and Temperature relationship in Tempering
For a given steel, a heat treater might like to choose some convenient tempering time, say
over night, otherwise different than 1 hour, and thus, wants to calculate the exact
temperature required to achieve the constant hardness.
Hollomon and Jaffe’s “tempering parameter” may be used for this purpose as it relates the
hardness, tempering temperature and tempering time. For a thermally activated process, the
usual rate equation is :
Where, t is the time of tempering to develop a given hardness, and Q is the ‘empirical
activation energy’ . ‘Q’ is not constant in the complex tempering processes but varies with
RT
Q
Ae
t
Rate /
1 −
=
=
activation energy’ . ‘Q’ is not constant in the complex tempering processes but varies with
hardness. Thus, hardness was assumed to be a function of time and temperature:
Interestingly, is a constant, and let it be t0. Equating activation energies of eq (1)
and (2) gives,
As t0 constant then
Where, C is a constant, whose value depends on the composition of austenite. The single
parameter which expresses two variables time and the temperature i.e., T (C + ln t) is called
the Hollomon and Jaffe tempering parameter. (hardness in vickers is preferable)
]
[ / RT
Q
te
f
H −
=
]
[ / RT
Q
te−
[ ] )
(
ln
ln 0 H
f
t
t
T
Q =
−
=
[ ]
)
ln
( t
C
T
f
H +
=
163](https://image.slidesharecdn.com/fullmaterialwithslide-211201061524/85/Full-material-with-slide-30-320.jpg)