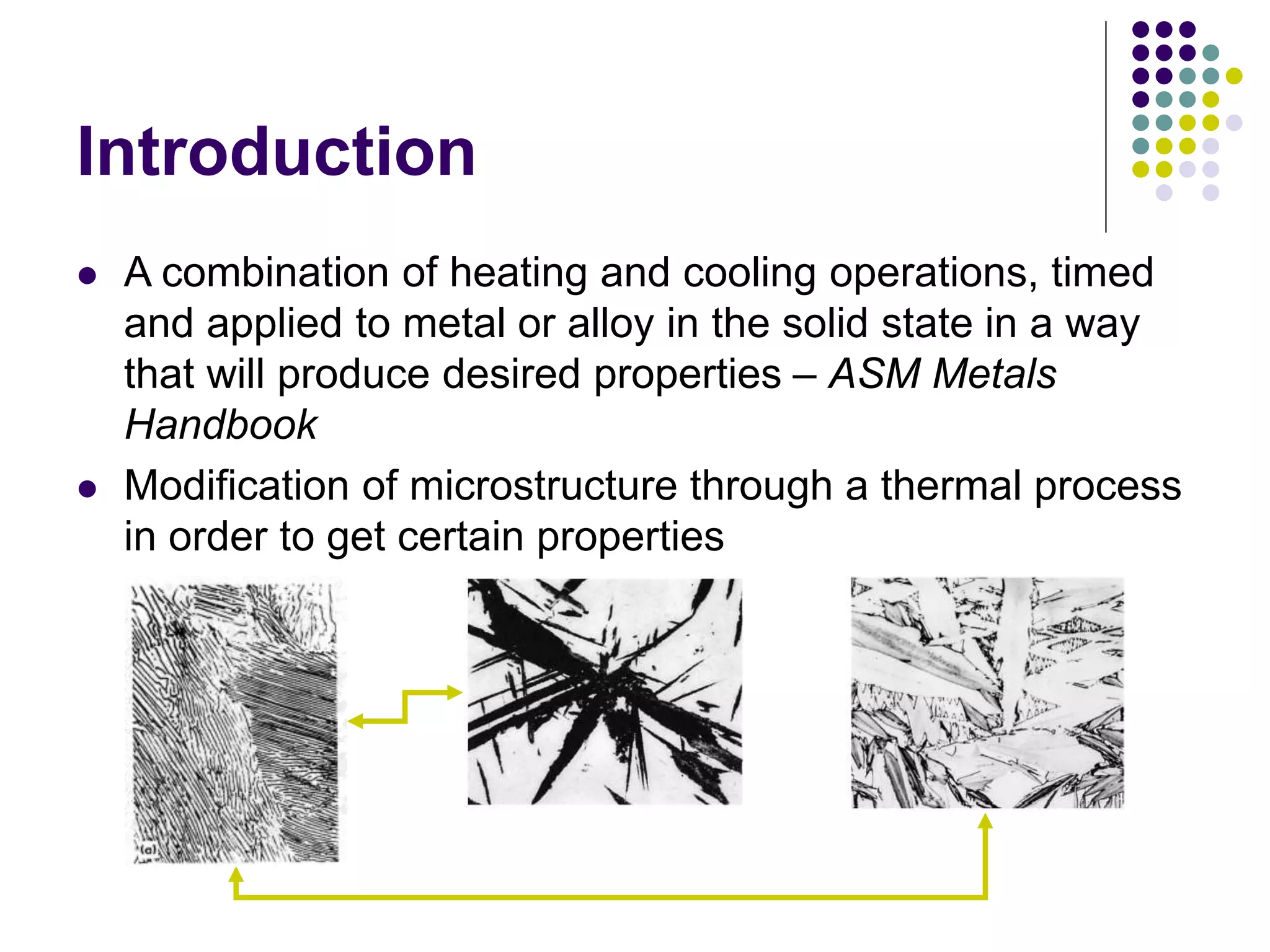
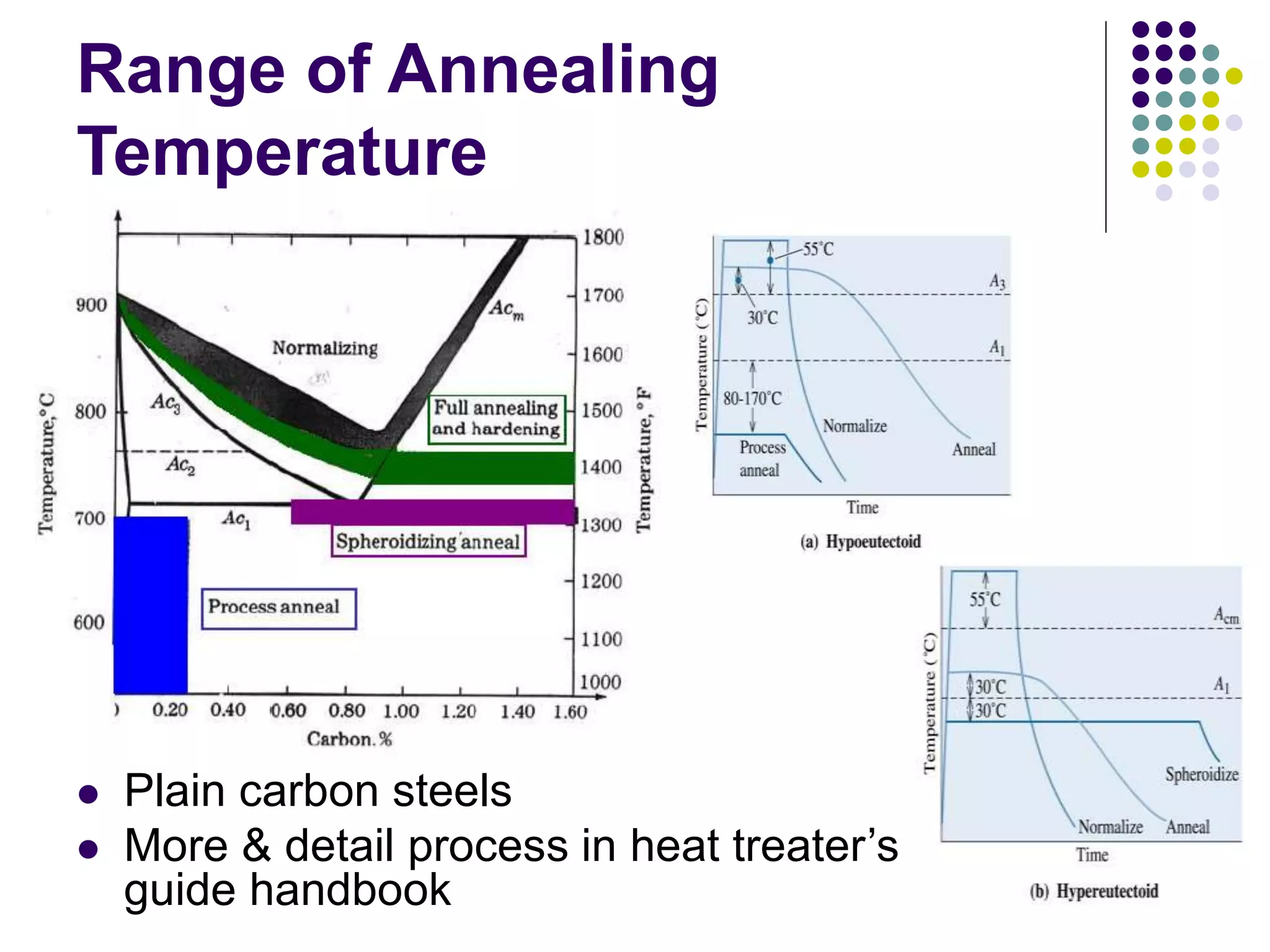
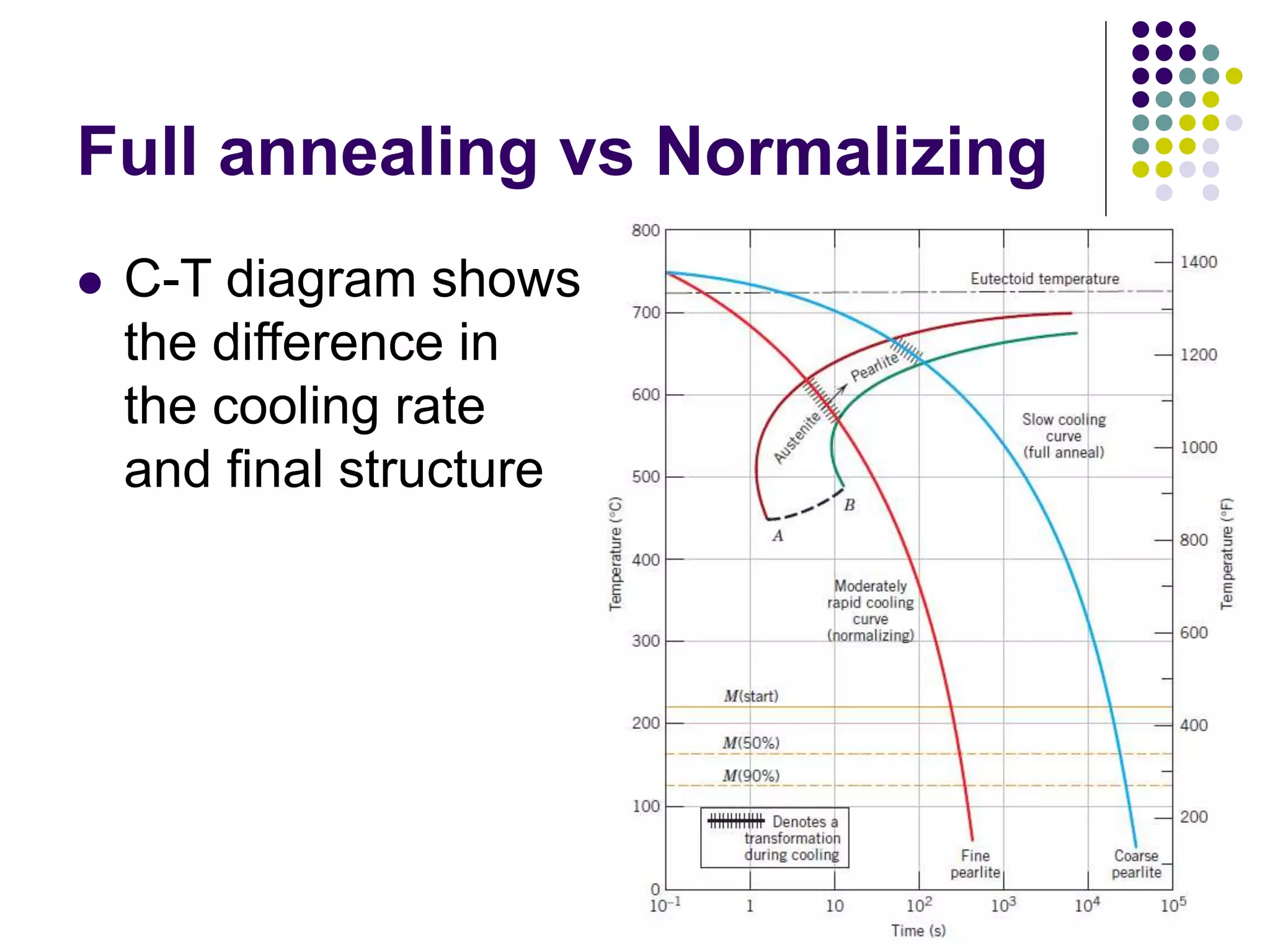
Heat treatment processes like annealing, normalizing, and spheroidizing involve heating metals to specific temperatures and then slowly cooling to modify the microstructure and impart desired material properties. Annealing relieves stresses and increases ductility by heating to allow diffusion and transformation, then slowly cooling. Normalizing refines grains by heating above A3 and air cooling to produce finer pearlite. Spheroidizing develops spheroidite structure through heating just below or above the eutectoid temperature to improve machinability.