The document discusses automation in the die casting process. It begins by explaining die casting and its advantages over other casting processes. The scope for automation in die casting is wide due to factors like hazardous manual handling of hot materials and high pressures involved. The main types of die casting are hot chamber and cold chamber. Automation can be applied to various components of die casting machines like the injection system, clamping system, and ladle system. Recent developments in die casting include vacuum assisted die casting and active cooling channels to improve quality. Automating die casting provides benefits like time savings, higher accuracy and repeatability, and reduces hazardous manual work.
2012-13
VISVESVARAYA NATIONAL INSTITUTEOF TECHNOLOGY
NAGPUR
DEPARTMENT OF MECHANICAL ENGINEERING
SEMINAR ON
“AUTOMATION IN DIE CASTING PROCESS”
GUIDED BY:
PROF. Y. M. PURI
CAD/CAD ENGG.
PREPARED BY:
NIRAJCHANDRA P. GODE
CAD/CAM ENGG.
FIRST SEM
2.
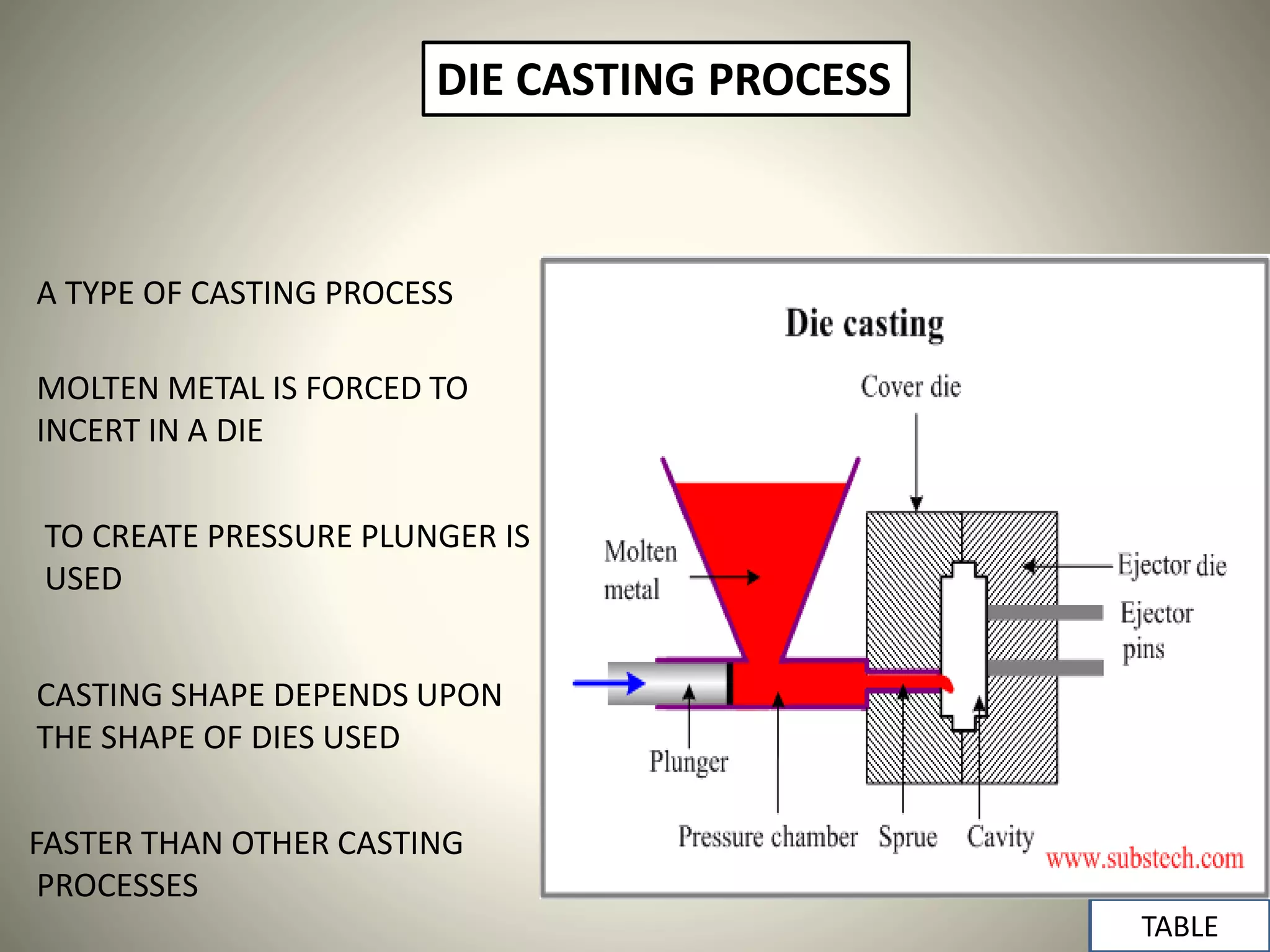
DIE CASTING PROCESS
ATYPE OF CASTING PROCESS
MOLTEN METAL IS FORCED TO
INCERT IN A DIE
TO CREATE PRESSURE PLUNGER IS
USED
CASTING SHAPE DEPENDS UPON
THE SHAPE OF DIES USED
FASTER THAN OTHER CASTING
PROCESSES
DIES PLUNGER SYSTEM
MOLTEN METAL
TABLE
3.
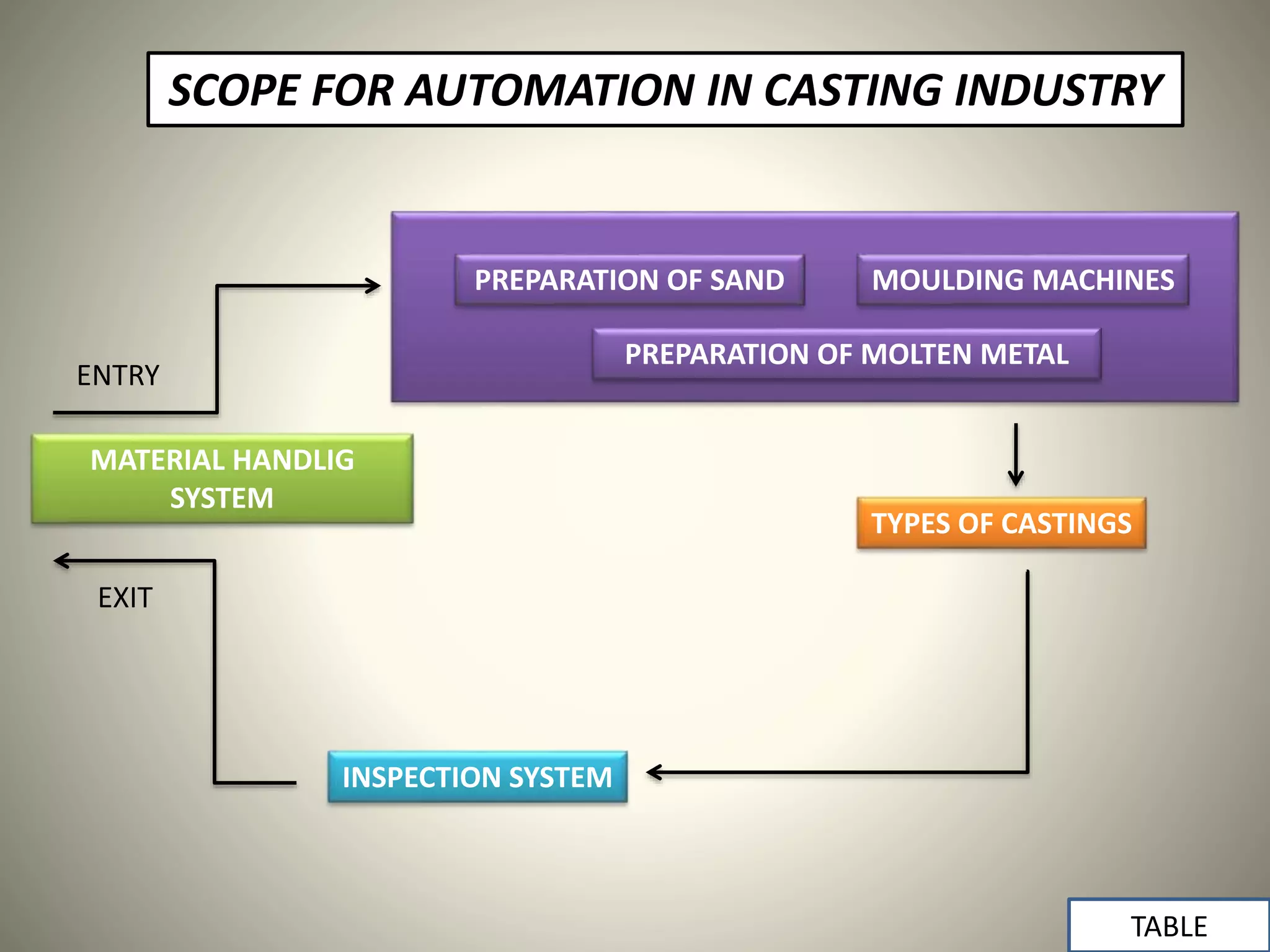
MATERIAL HANDLIG
SYSTEM
PREPARATION OFSAND MOULDING MACHINES
TYPES OF CASTINGS
INSPECTION SYSTEM
ENTRY
EXIT
PREPARATION OF MOLTEN METAL
SCOPE FOR AUTOMATION IN CASTING INDUSTRY
TABLE
4.
WHY
AUTOMATION
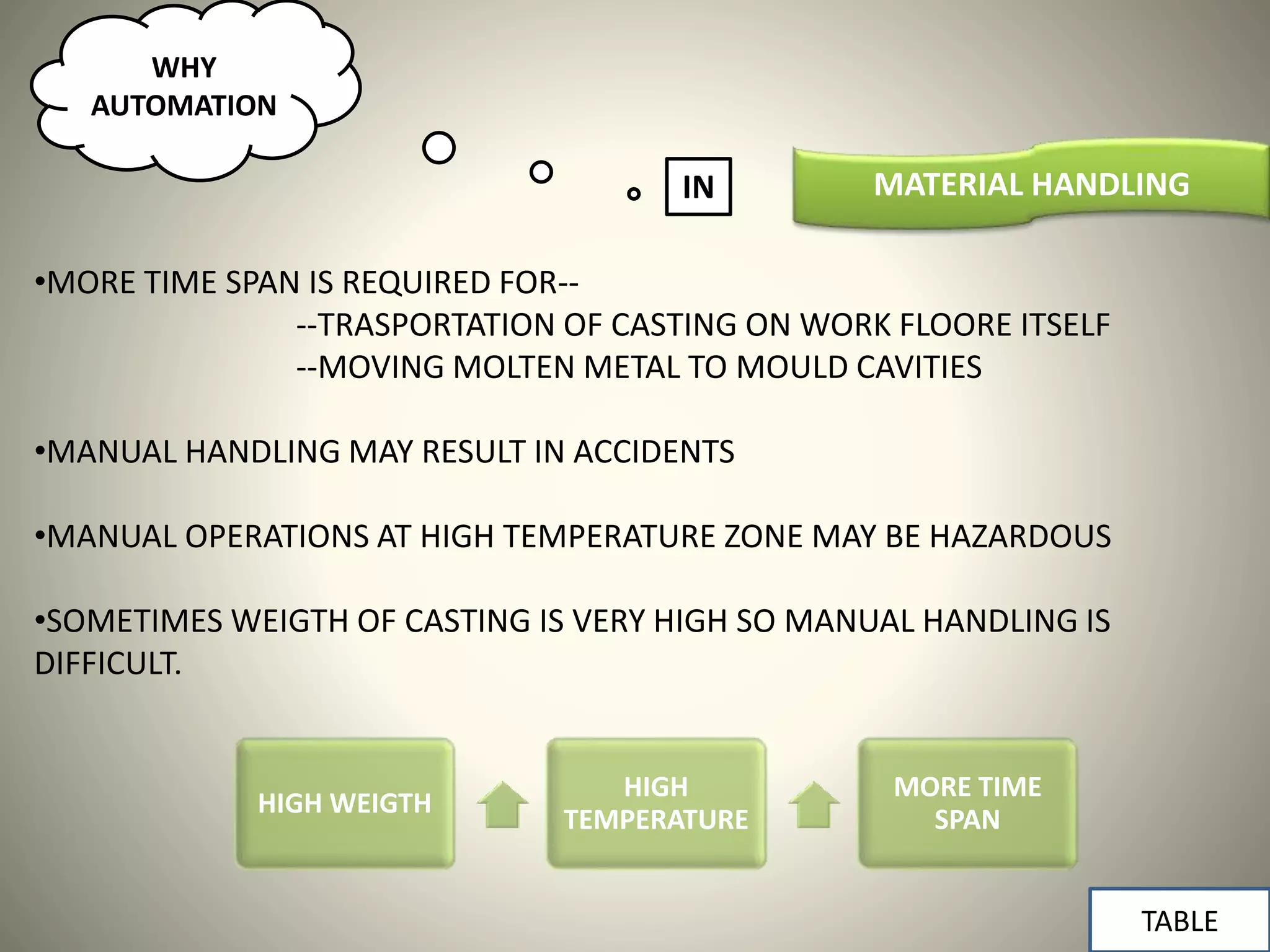
MATERIAL HANDLINGIN
•MORE TIMESPAN IS REQUIRED FOR--
--TRASPORTATION OF CASTING ON WORK FLOORE ITSELF
--MOVING MOLTEN METAL TO MOULD CAVITIES
•MANUAL HANDLING MAY RESULT IN ACCIDENTS
•MANUAL OPERATIONS AT HIGH TEMPERATURE ZONE MAY BE HAZARDOUS
•SOMETIMES WEIGTH OF CASTING IS VERY HIGH SO MANUAL HANDLING IS
DIFFICULT.
HIGH WEIGTH
HIGH
TEMPERATURE
MORE TIME
SPAN
TABLE
5.
PREPARATION OF SAND
MOULDINGMACHINES
PREPARATION OF MOLTEN METAL•MANUAL HANDLING IS HAZARDUS
•HIGH TEMPERATURES ARE THERE ON WORK FLOORE
•HIGH WEIGTH MATERIALS ARE TO BE MOVED
•HIGH FORCE IS REQUIERED FOR PREPARATION OF SAND WHILE MIXING
HIGH WEIGTH
HIGH
TEMPERATURE
HIGH FORCE
TABLE
WHY
AUTOMATION
IN
DIE CASTING
•MANUAL APPLICATIONOF PRESSURE OF THE ORDER OF
THOUSANDS OF BAR IS HARDLY POSSIBLE
•REMOVAL OF HIGH TEMPERATURE CASTING THROUGH DIE IS
QUITE DANGEROUS IN MANUAL OPERATION
•WORKING SPACE IN DIE CASTING PROCESS IS HIGH
TEMPERATURE ZONE
HIGH
PRESSURE
HIGH
TEMPERATURE
CASTING
REMOVAL
PROBLEM
TABLE
WHY
AUTOMATION
IN
8.
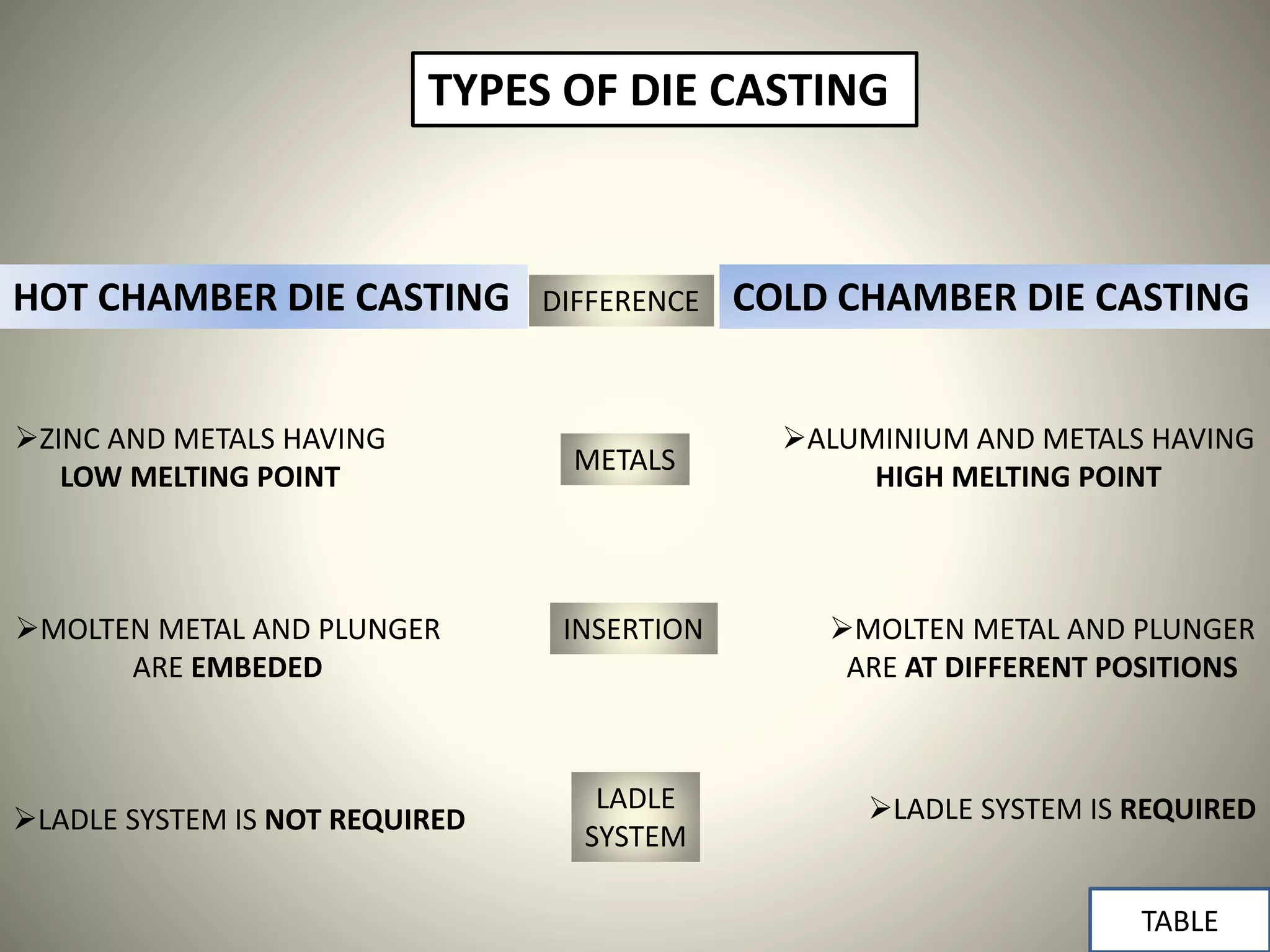
TYPES OF DIECASTING
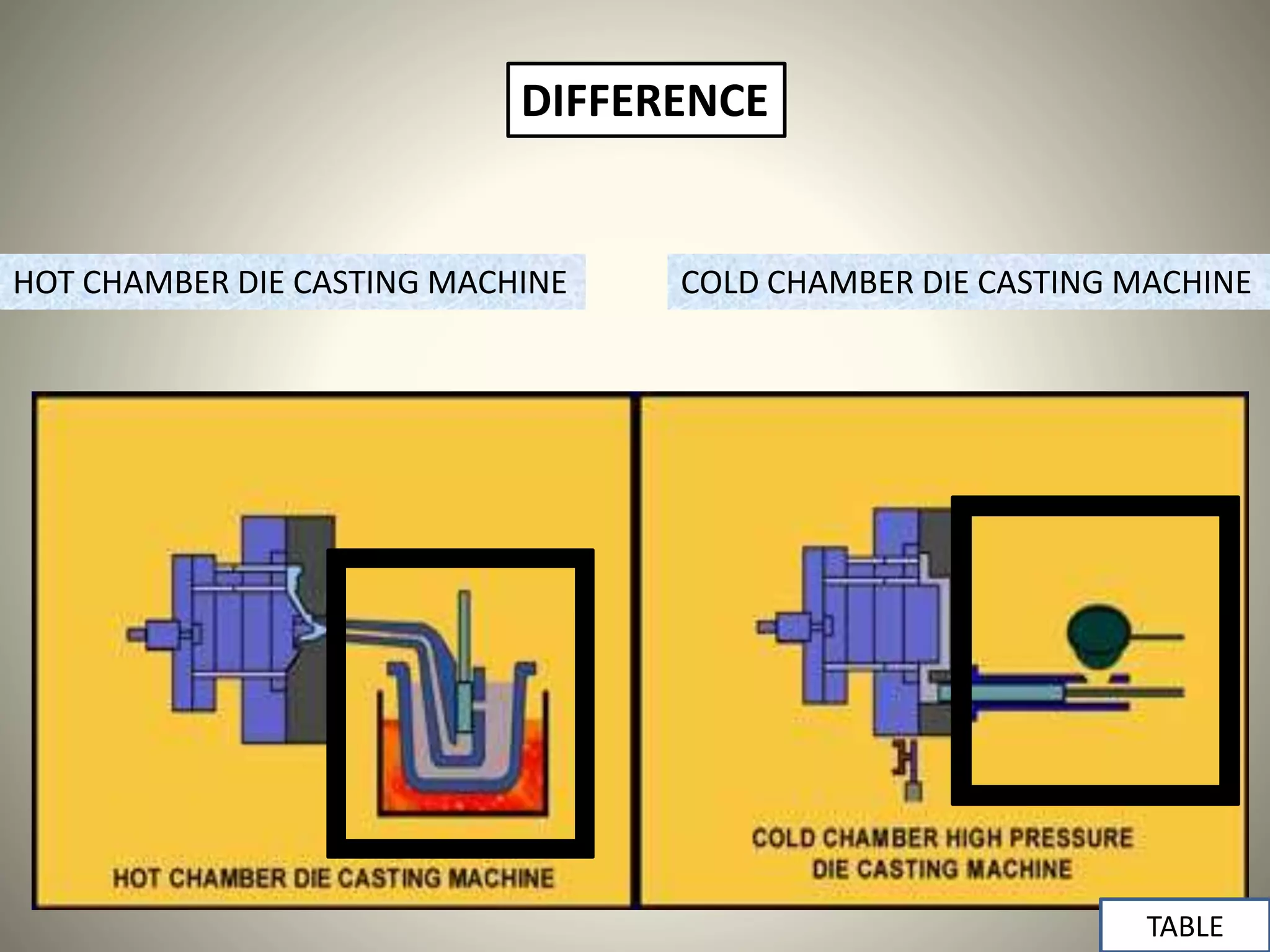
HOT CHAMBER DIE CASTING COLD CHAMBER DIE CASTING
TABLE
ZINC AND METALS HAVING
LOW MELTING POINT
ALUMINIUM AND METALS HAVING
HIGH MELTING POINT
MOLTEN METAL AND PLUNGER
ARE EMBEDED
MOLTEN METAL AND PLUNGER
ARE AT DIFFERENT POSITIONS
LADLE SYSTEM IS REQUIREDLADLE SYSTEM IS NOT REQUIRED
METALS
INSERTION
LADLE
SYSTEM
DIFFERENCE
9.
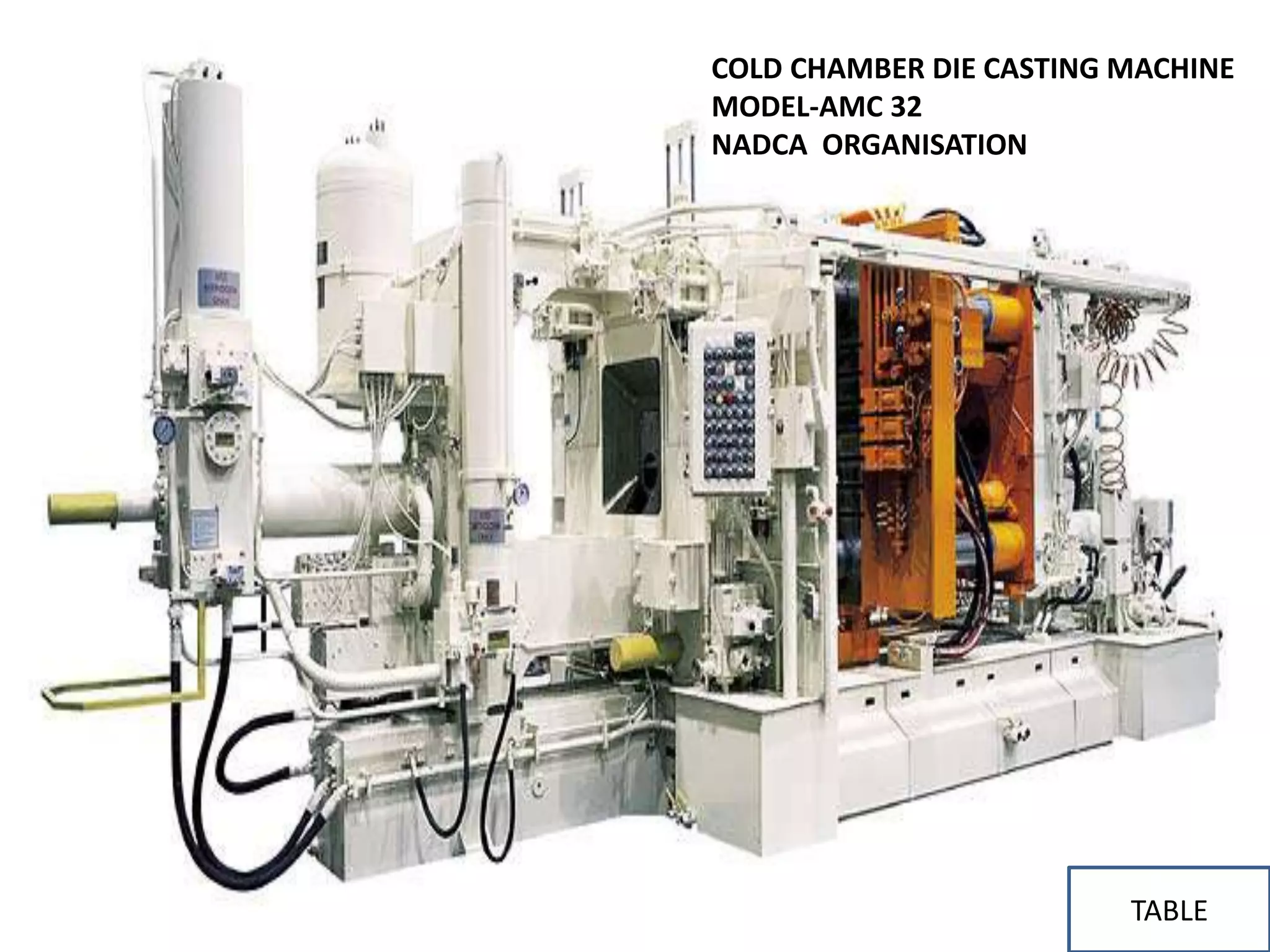
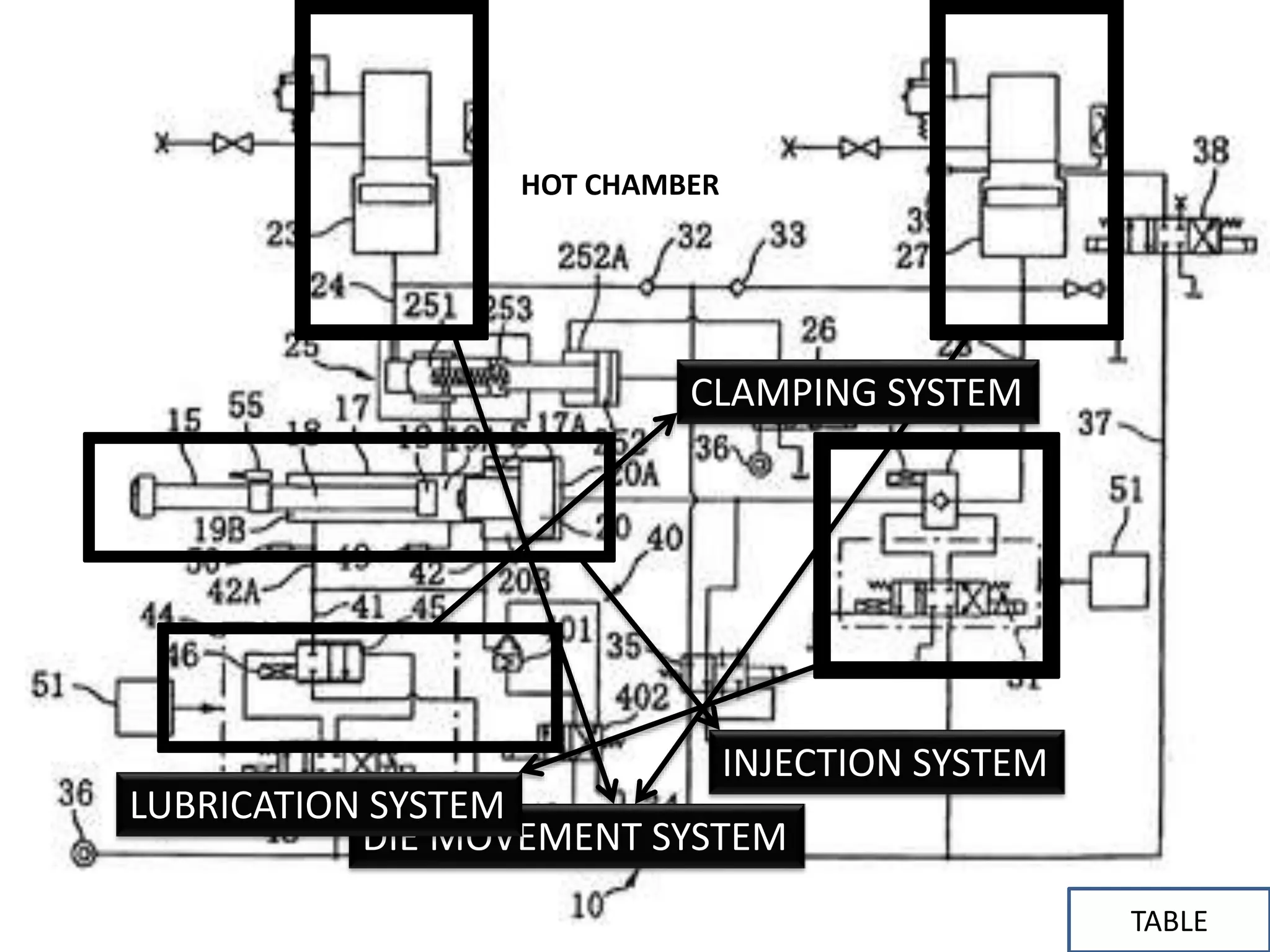
HOT CHAMBER DIECASTING MACHINE COLD CHAMBER DIE CASTING MACHINE
DIFFERENCE
TABLE
10.
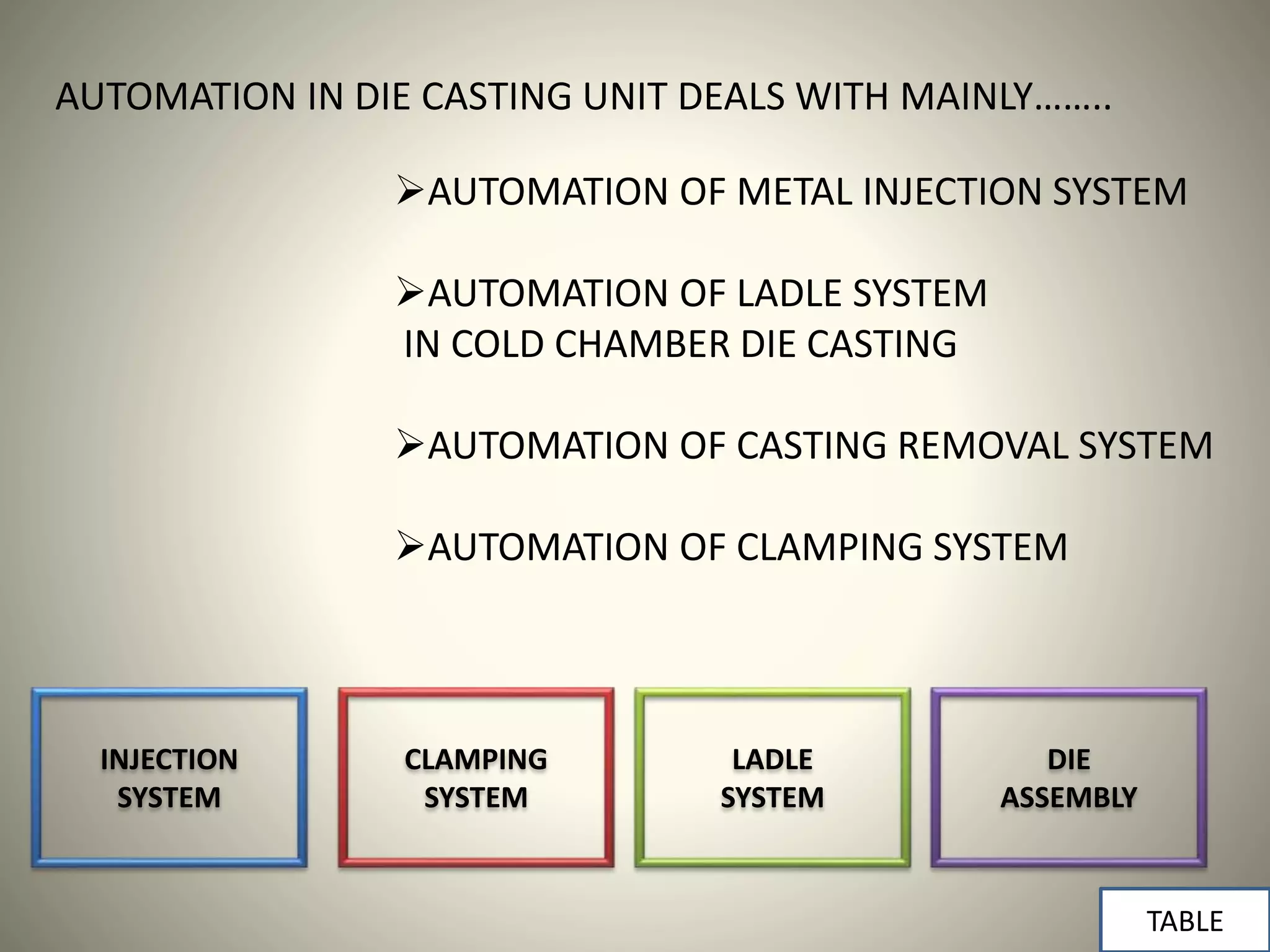
AUTOMATION OF METALINJECTION SYSTEM
AUTOMATION OF LADLE SYSTEM
IN COLD CHAMBER DIE CASTING
AUTOMATION OF CASTING REMOVAL SYSTEM
AUTOMATION OF CLAMPING SYSTEM
AUTOMATION IN DIE CASTING UNIT DEALS WITH MAINLY……..
INJECTION
SYSTEM
CLAMPING
SYSTEM
LADLE
SYSTEM
DIE
ASSEMBLY
TABLE
COMPONENTS OF MACHINE
2)DIE CLOSING AND OPENNING
4) INJECTION SYSTEM1) DUEL PUMPS
5) CONTROL SYSTEM
3) LUBRICATION DEVICE 6) CLAMPING DEVICES
TABLE
……GENERALLY REQUIRES FOR AUTOMATION
16.
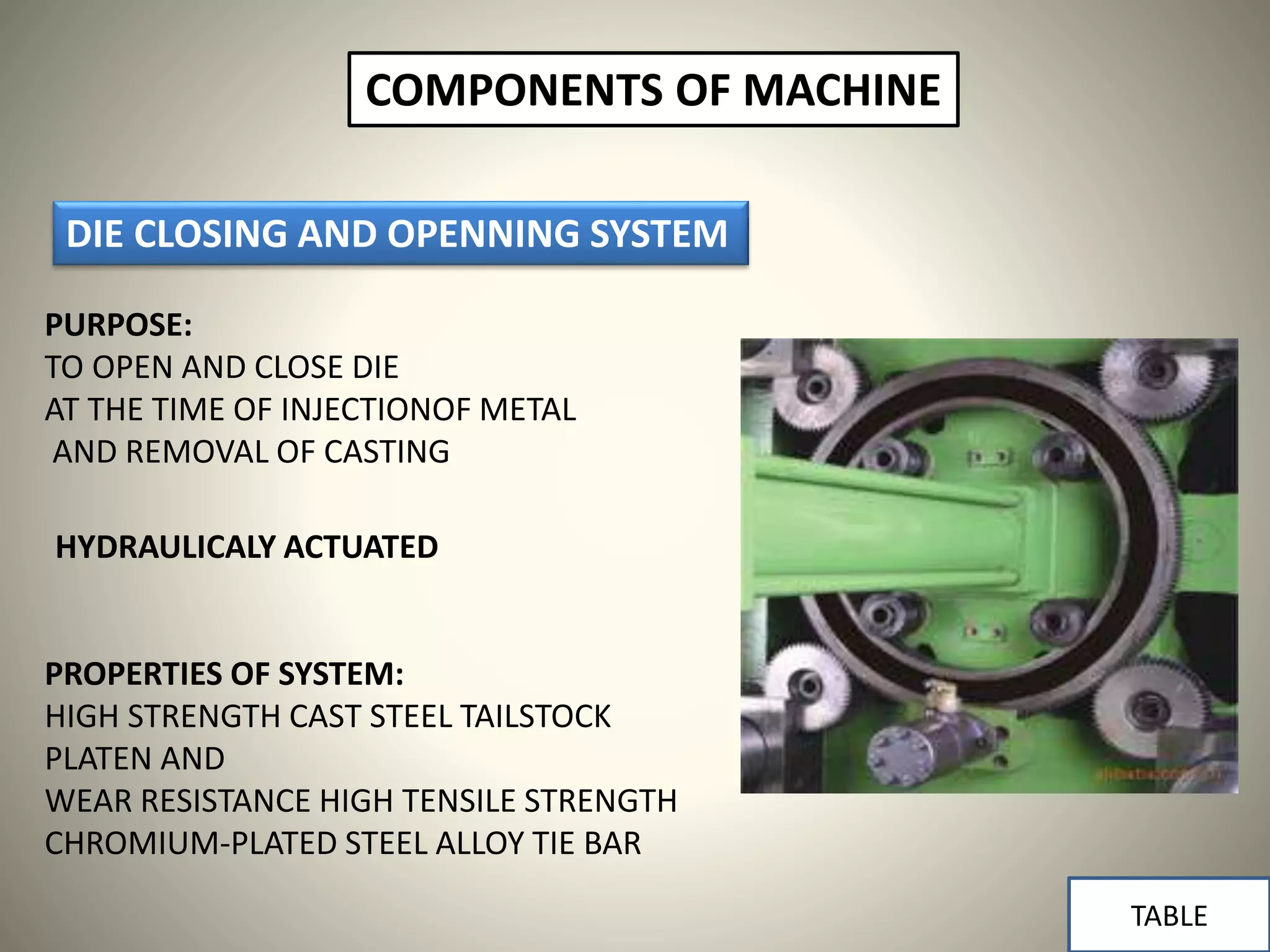
COMPONENTS OF MACHINE
DIECLOSING AND OPENNING SYSTEM
PURPOSE:
TO OPEN AND CLOSE DIE
AT THE TIME OF INJECTIONOF METAL
AND REMOVAL OF CASTING
HYDRAULICALY ACTUATED
PROPERTIES OF SYSTEM:
HIGH STRENGTH CAST STEEL TAILSTOCK
PLATEN AND
WEAR RESISTANCE HIGH TENSILE STRENGTH
CHROMIUM-PLATED STEEL ALLOY TIE BAR
TABLE
17.
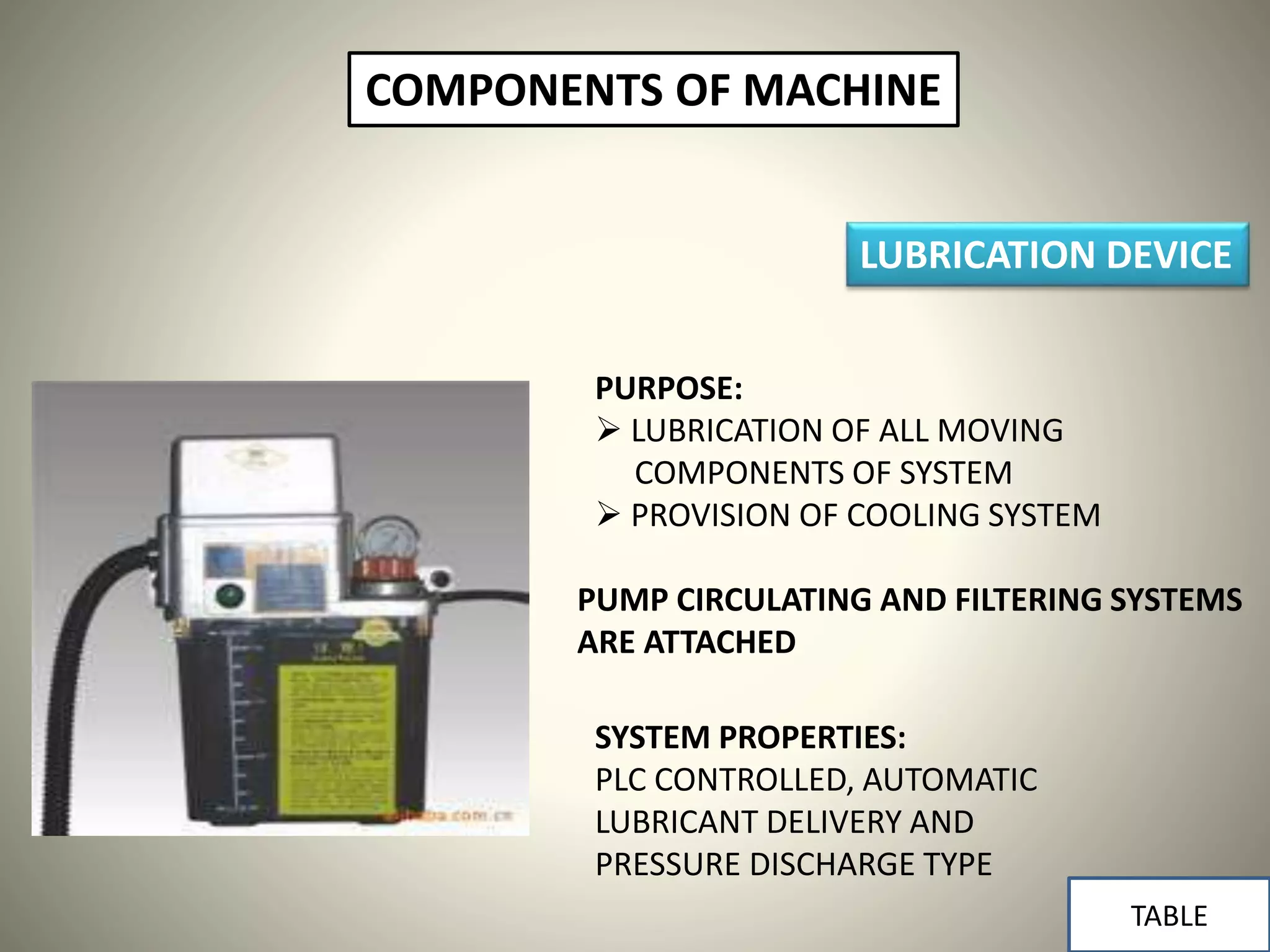
LUBRICATION DEVICE
COMPONENTS OFMACHINE
PURPOSE:
LUBRICATION OF ALL MOVING
COMPONENTS OF SYSTEM
PROVISION OF COOLING SYSTEM
PUMP CIRCULATING AND FILTERING SYSTEMS
ARE ATTACHED
SYSTEM PROPERTIES:
PLC CONTROLLED, AUTOMATIC
LUBRICANT DELIVERY AND
PRESSURE DISCHARGE TYPE
TABLE
18.
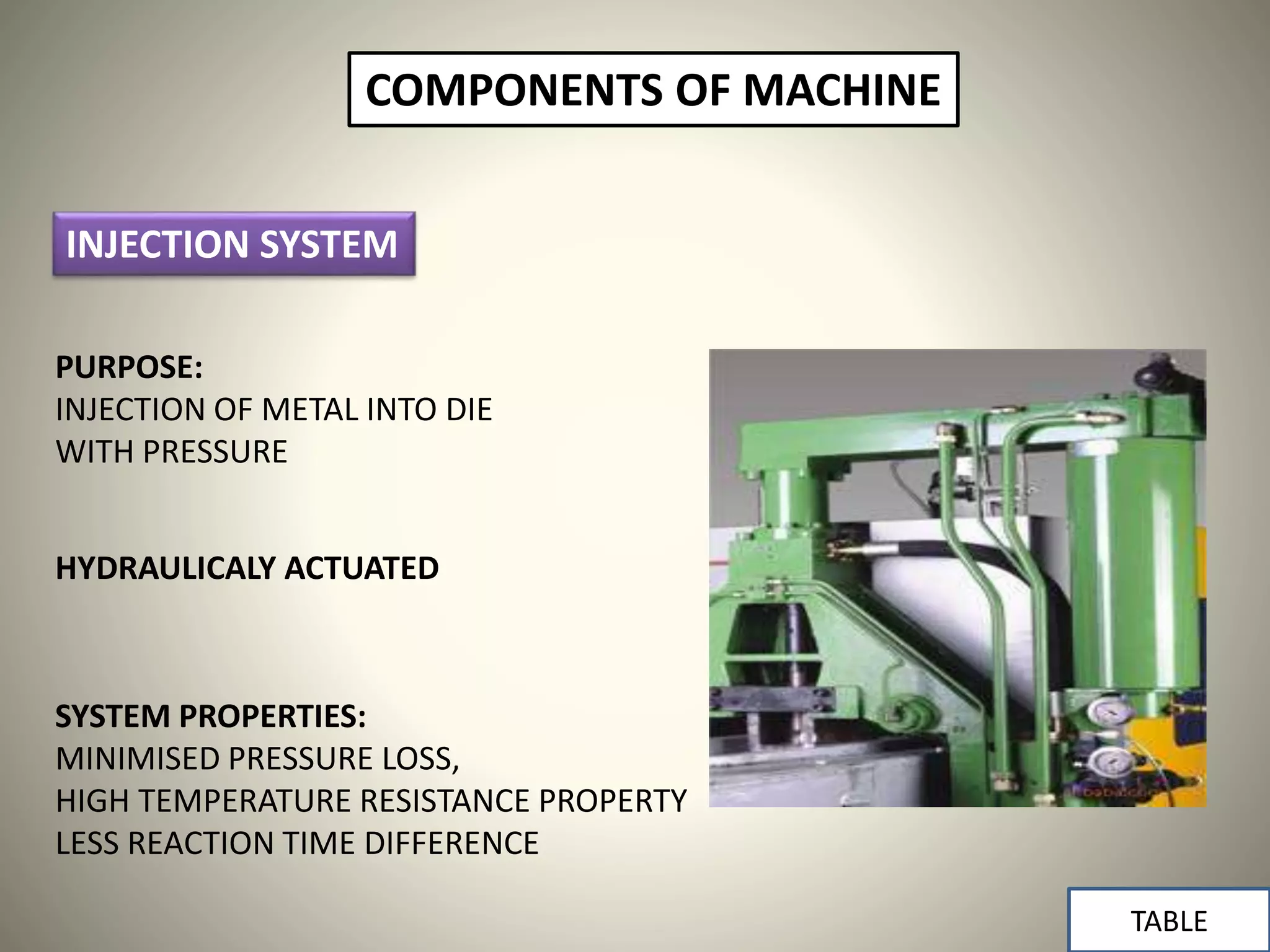
INJECTION SYSTEM
COMPONENTS OFMACHINE
PURPOSE:
INJECTION OF METAL INTO DIE
WITH PRESSURE
HYDRAULICALY ACTUATED
SYSTEM PROPERTIES:
MINIMISED PRESSURE LOSS,
HIGH TEMPERATURE RESISTANCE PROPERTY
LESS REACTION TIME DIFFERENCE
TABLE
19.
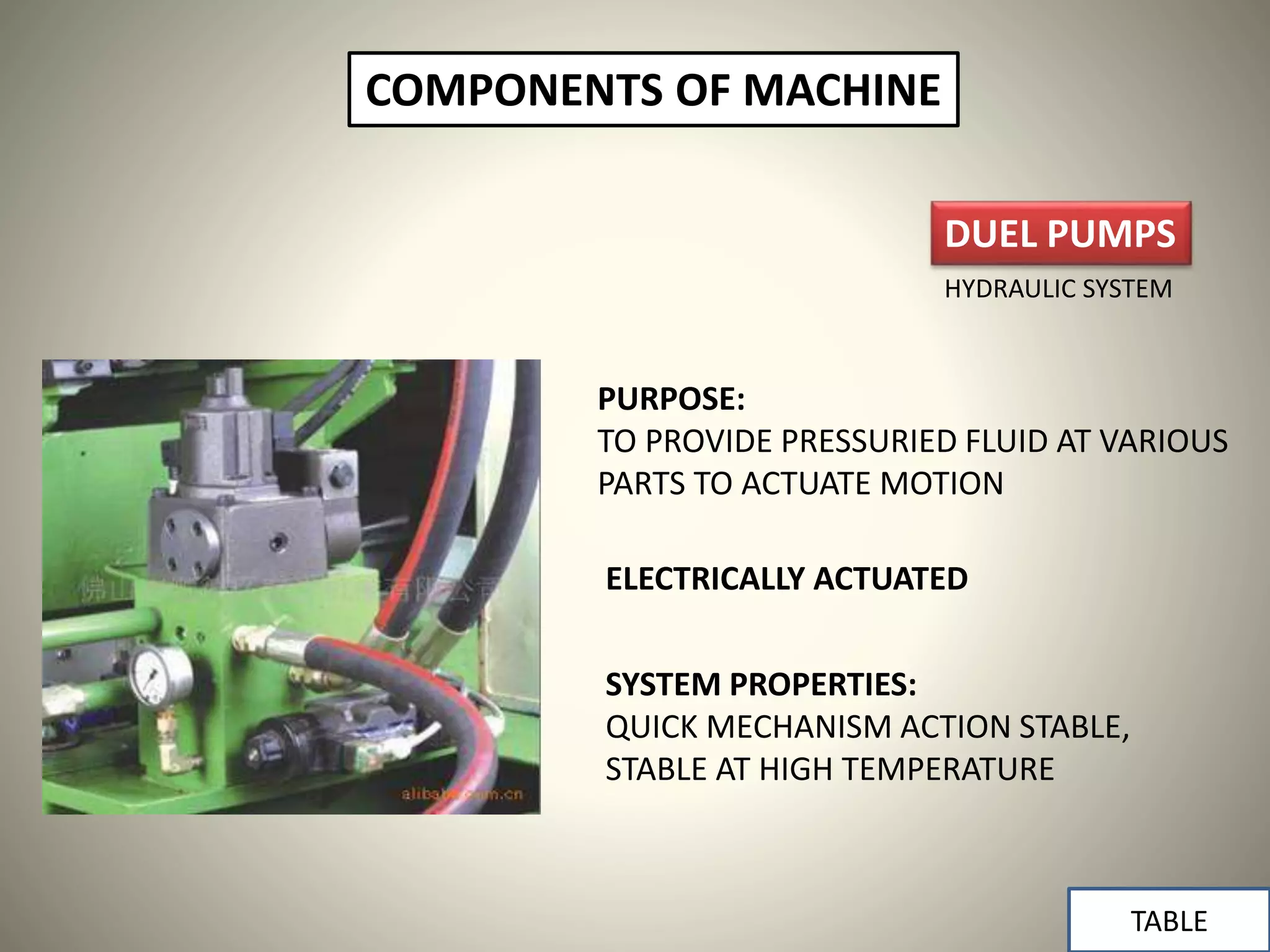
DUEL PUMPS
COMPONENTS OFMACHINE
PURPOSE:
TO PROVIDE PRESSURIED FLUID AT VARIOUS
PARTS TO ACTUATE MOTION
ELECTRICALLY ACTUATED
SYSTEM PROPERTIES:
QUICK MECHANISM ACTION STABLE,
STABLE AT HIGH TEMPERATURE
HYDRAULIC SYSTEM
TABLE
20.
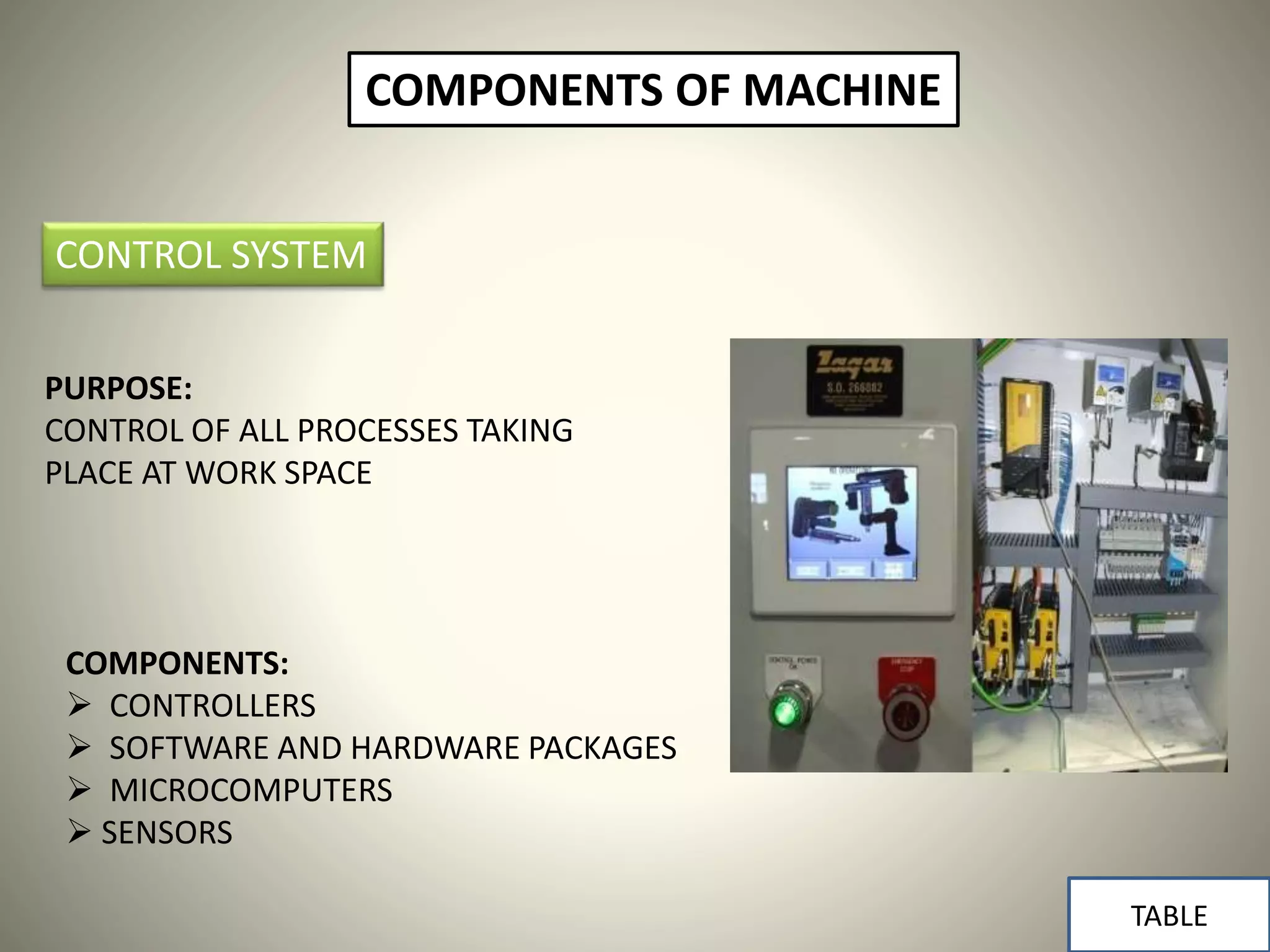
CONTROL SYSTEM
COMPONENTS OFMACHINE
PURPOSE:
CONTROL OF ALL PROCESSES TAKING
PLACE AT WORK SPACE
COMPONENTS:
CONTROLLERS
SOFTWARE AND HARDWARE PACKAGES
MICROCOMPUTERS
SENSORS
TABLE
21.
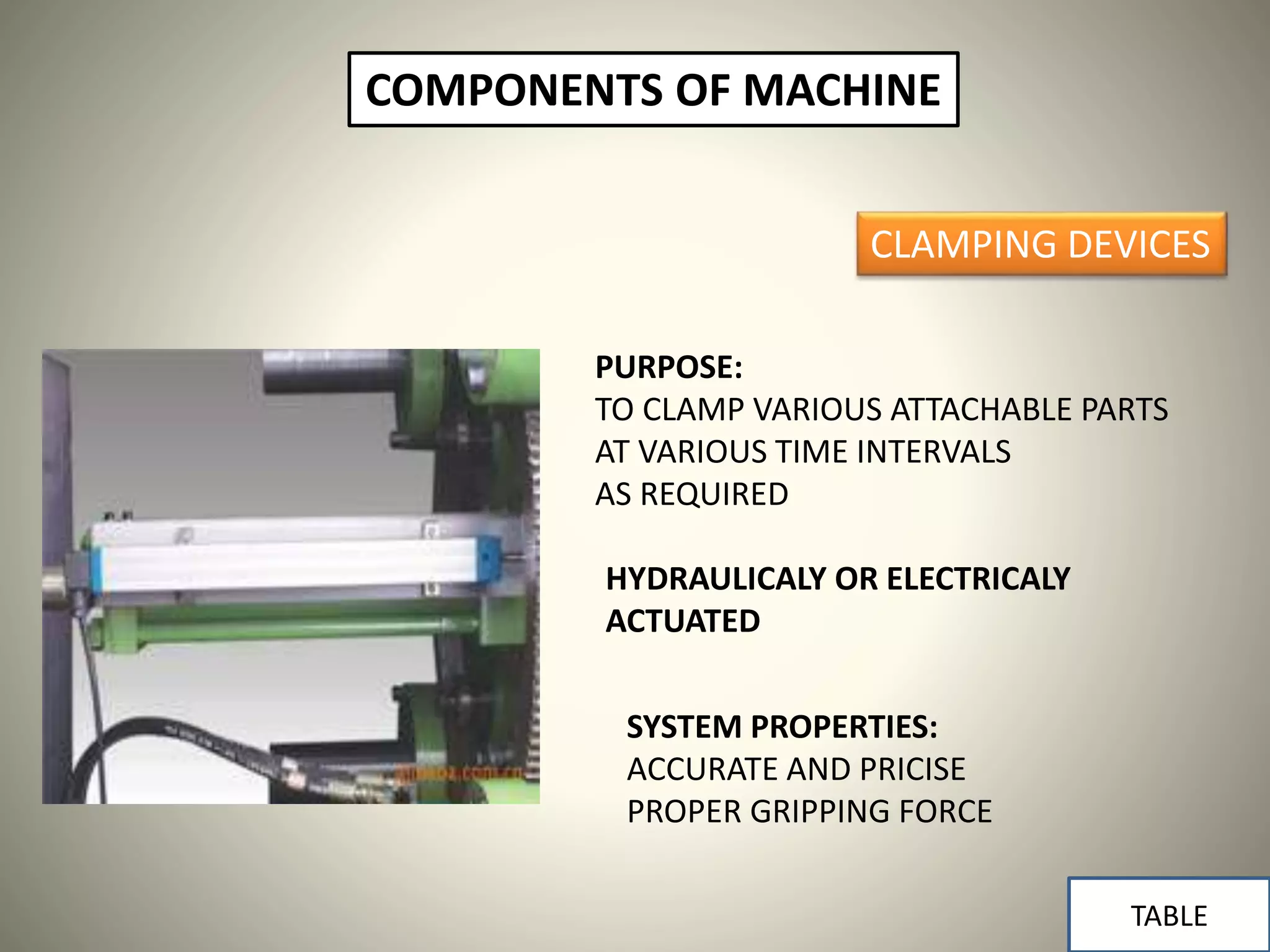
CLAMPING DEVICES
COMPONENTS OFMACHINE
PURPOSE:
TO CLAMP VARIOUS ATTACHABLE PARTS
AT VARIOUS TIME INTERVALS
AS REQUIRED
HYDRAULICALY OR ELECTRICALY
ACTUATED
SYSTEM PROPERTIES:
ACCURATE AND PRICISE
PROPER GRIPPING FORCE
TABLE
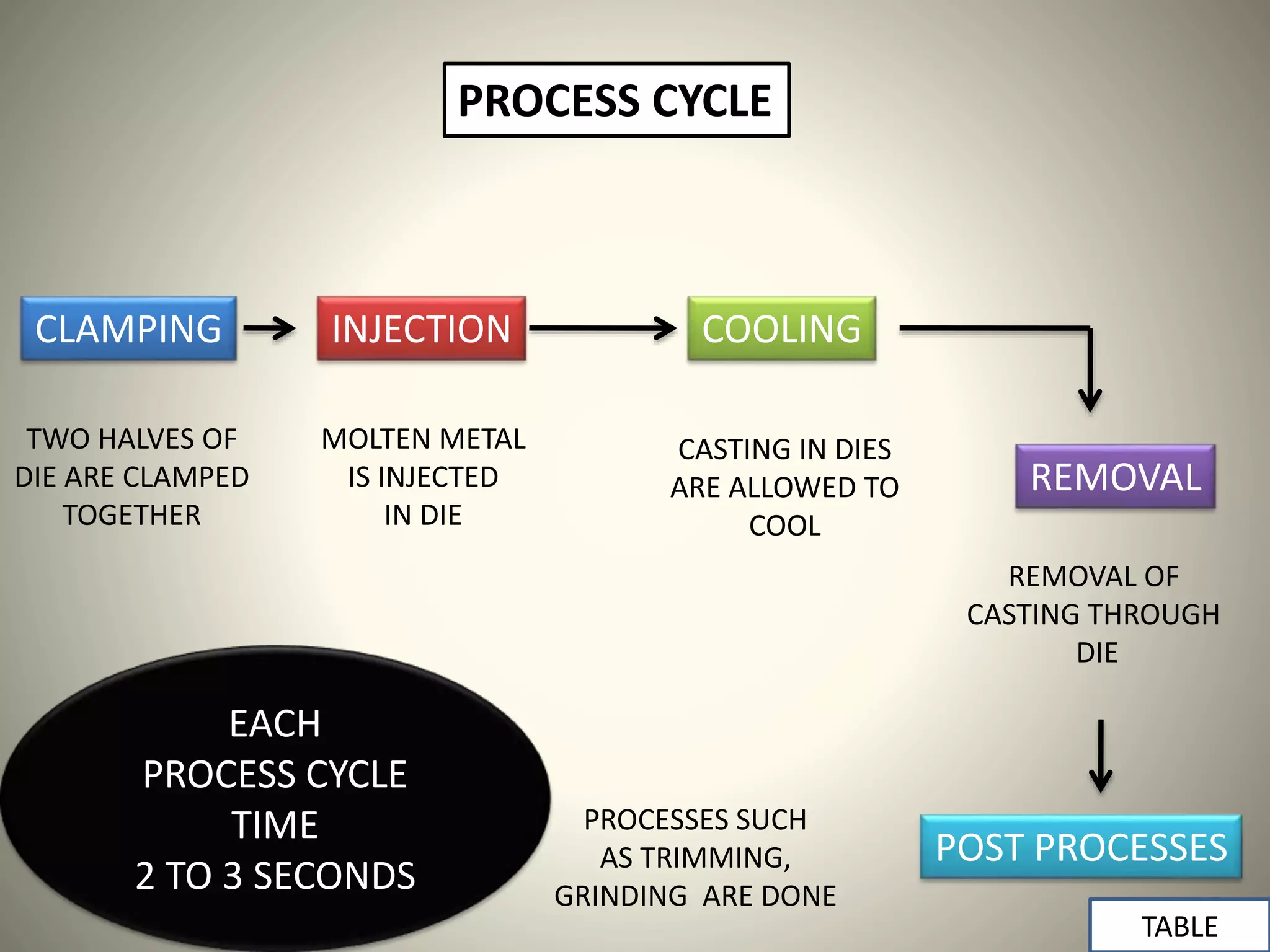
PROCESS CYCLE
CLAMPING INJECTIONCOOLING
REMOVAL
POST PROCESSES
TWO HALVES OF
DIE ARE CLAMPED
TOGETHER
MOLTEN METAL
IS INJECTED
IN DIE
CASTING IN DIES
ARE ALLOWED TO
COOL
REMOVAL OF
CASTING THROUGH
DIE
PROCESSES SUCH
AS TRIMMING,
GRINDING ARE DONE
EACH
PROCESS CYCLE
TIME
2 TO 3 SECONDS
TABLE
24.
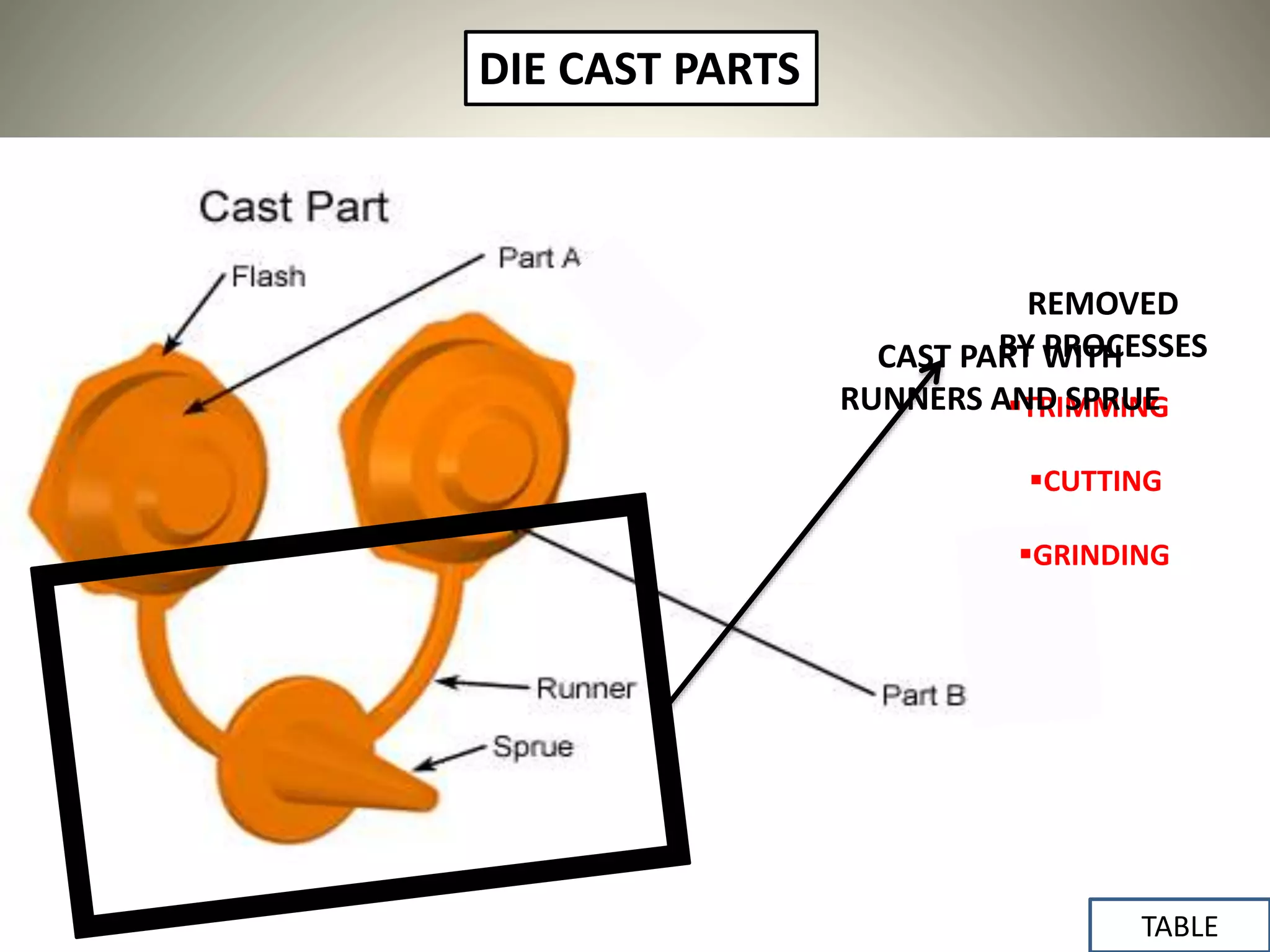
DIE CAST PARTS
REMOVED
BYPROCESSES
GRINDING
CUTTING
TRIMMING
CAST PART WITH
RUNNERS AND SPRUE
TABLE
25.
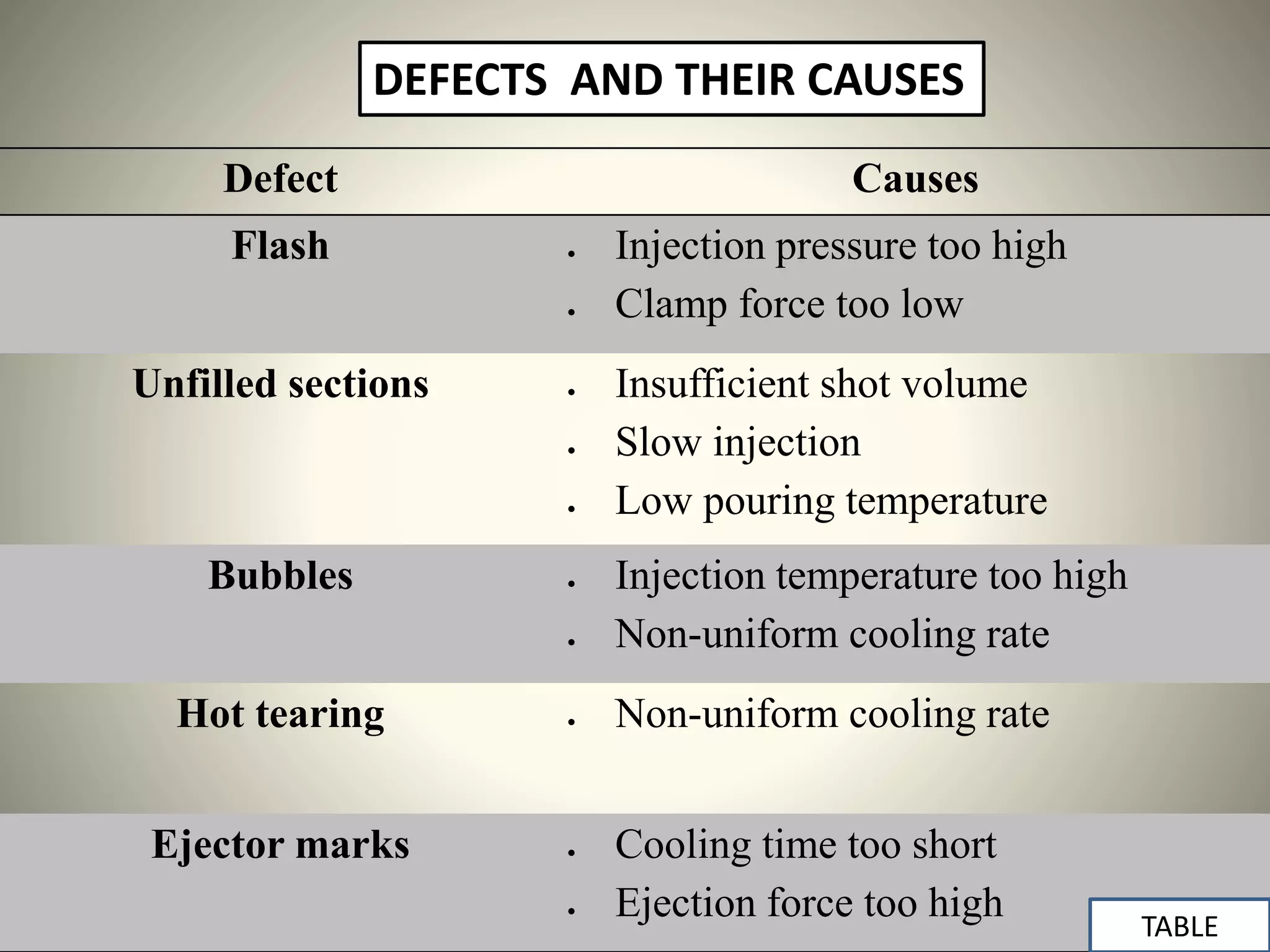
Defect Causes
Flash Injection pressure too high
Clamp force too low
Unfilled sections Insufficient shot volume
Slow injection
Low pouring temperature
Bubbles Injection temperature too high
Non-uniform cooling rate
Hot tearing Non-uniform cooling rate
Ejector marks Cooling time too short
Ejection force too high
DEFECTS AND THEIR CAUSES
TABLE
PROBLEMS FACED INTHESE INDUSTRIES
LUBRICATION OF MOVING PARTS AT HIGH TEMPERATURE
LUBRICATION
PROBLEM
COOLING OF MOLTEN METAL DUE TO DISTANCE FACTOR
COOLING OF
MOLTEN METAL
HIGH TEMPERATURE
SUSTAINABLE MATERIAL HIGH TEMPERATURE AFFETCS THE MACHINE MATERIAL
TABLE
28.
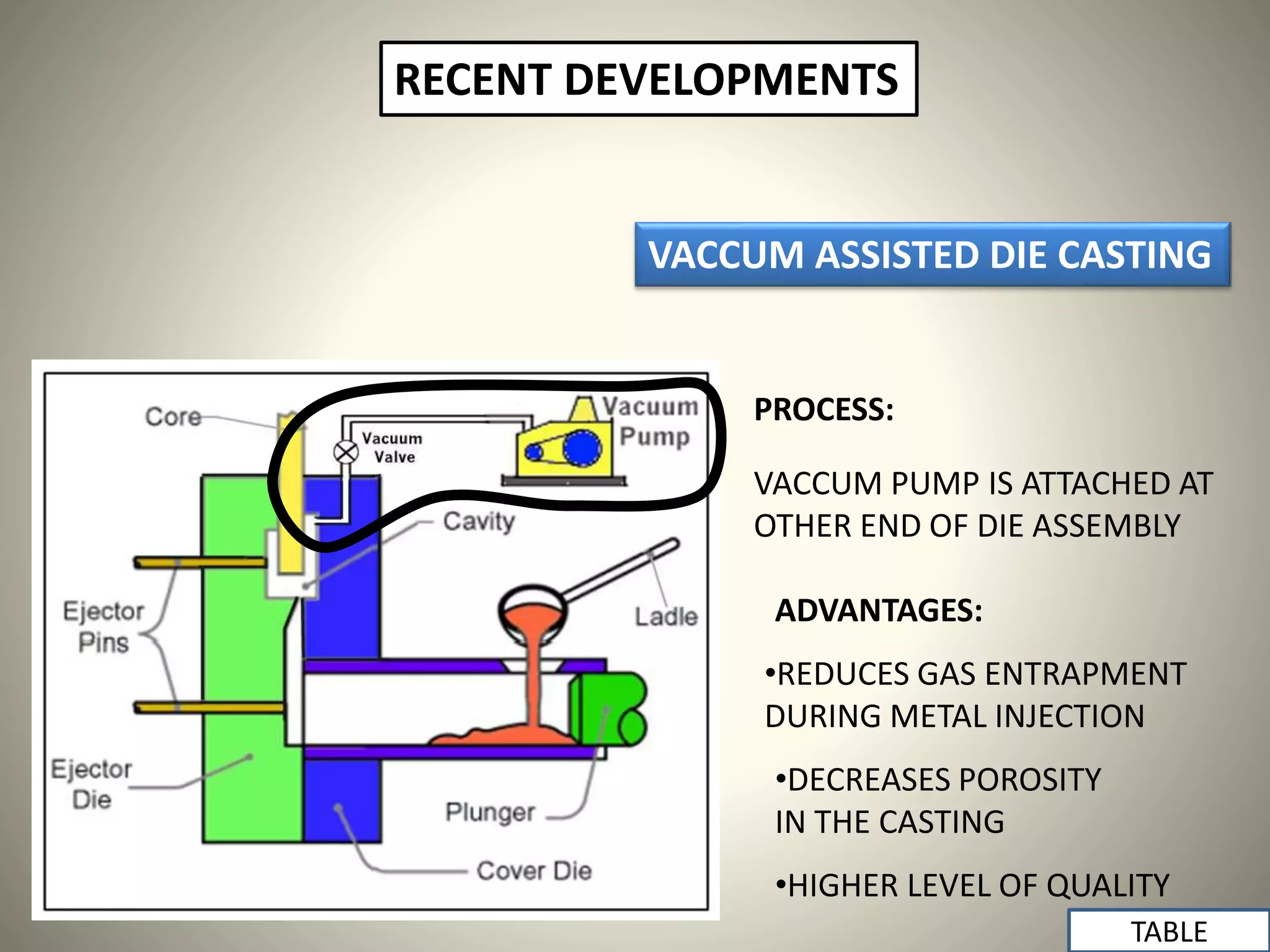
RECENT DEVELOPMENTS
VACCUM ASSISTEDDIE CASTING
•REDUCES GAS ENTRAPMENT
DURING METAL INJECTION
•DECREASES POROSITY
IN THE CASTING
•HIGHER LEVEL OF QUALITY
ADVANTAGES:
VACCUM PUMP IS ATTACHED AT
OTHER END OF DIE ASSEMBLY
PROCESS:
TABLE
29.
RECENT DEVELOPMENTS
ACTIVE COOLINGCHANNELS
PROCESS:
COOLING CHANNELS ARE PROVIDED AT
OTHER SIDE OF DIE ASSEMBLY
ADVANTAGES:
• REDUCES IJECTOR MARKS
• HIGH PRODUCTION RATE
• HIGH VOLUME JOBS
TABLE
30.
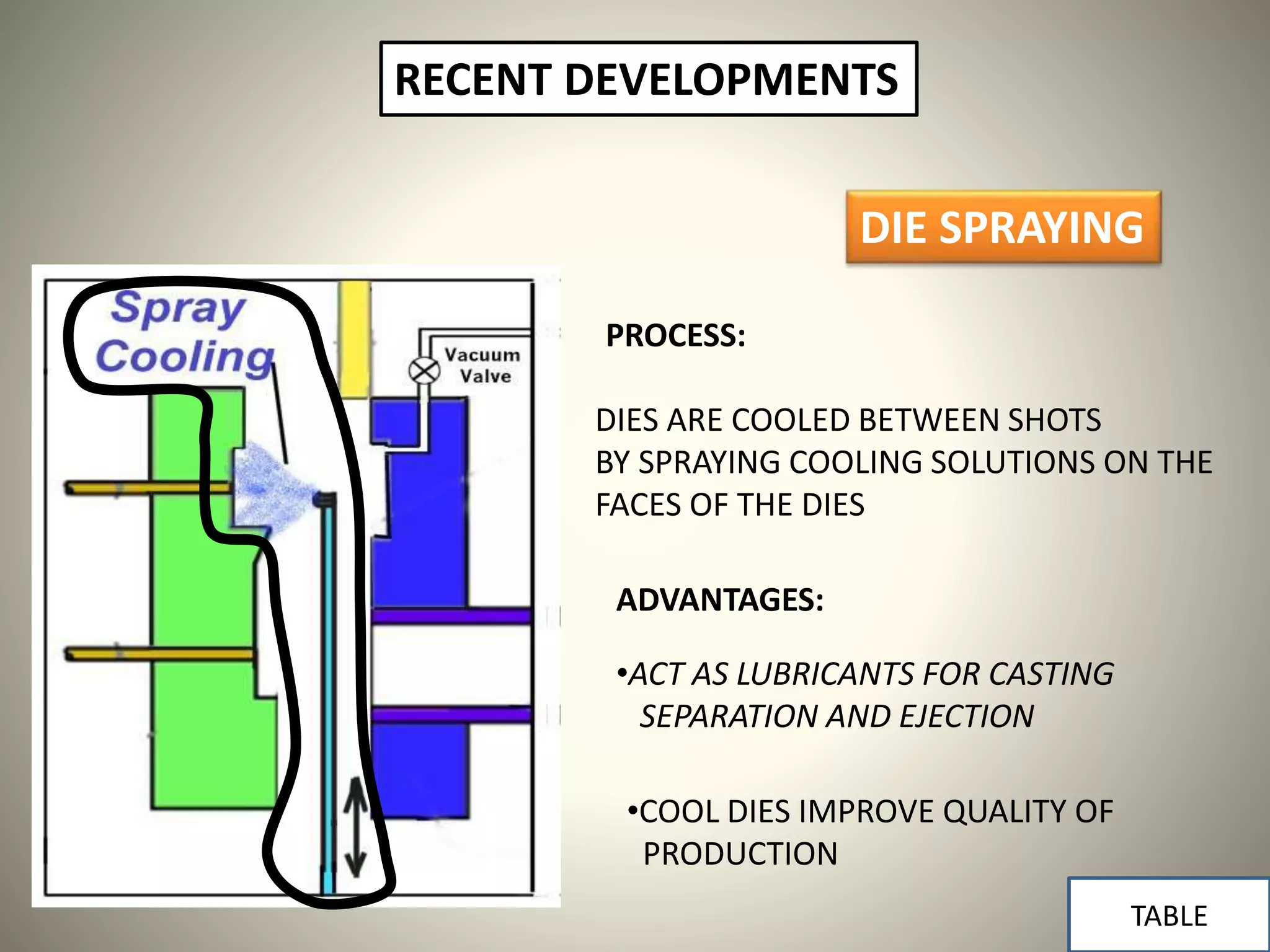
RECENT DEVELOPMENTS
DIE SPRAYING
PROCESS:
DIESARE COOLED BETWEEN SHOTS
BY SPRAYING COOLING SOLUTIONS ON THE
FACES OF THE DIES
ADVANTAGES:
•ACT AS LUBRICANTS FOR CASTING
SEPARATION AND EJECTION
•COOL DIES IMPROVE QUALITY OF
PRODUCTION
TABLE
31.
MANUFACTURERS OF AUTOMATICCASTING
EQUIPEMENTS
1) CAST LINE
REIS - Robots and Systems
2) RIMROCK INUSTRIES
Machines And Controls
3) APPLIED MANUFACTURING TECHNOLOGIES
Study And Analysis
4) ABB—SERVICES
Software And Solutions
5) KUKA ROBOTICS
Robot Supplier
6) BAOYANG MACHINARY CO.LIMITED
Machine Manufacturer
TABLE
7) NADCA ORGANISATION
Machine Setup And Manufacturer
8) KENNEDY DIE CASTING
Machine Manufacturer
32.
REFERENCES/BIBLIOGRAPHY
•BOOK TITLE “MANUFACTURINGTECHNOLOGY” (VOL-2)
BY P N RAO (TMH PUBLICATIONS ND)
•DESIGN MANUAL ON “SYSTEM AUTOMATION”
BY KUKA ROBOTICS (NY) AND ABB SERVICES (TEXAS)
•COMPANY MANUAL (ON WEBSITE)
BY BAYOYANG MANUFACTURING LIMITED (CHINA)
•BOOK TITLE “FUNDAMENTALS OF DIE CASTING”
BY GENICK BAR (Minneapolis)
•WEBSITES- www.howstuffworks.com
www.wikipedia.com
www.youtube.com
www.substech.com
FOR CONCEPT
OF TOPIC
FOR AUTOMATION
CONCEPT IN TOPIC
FOR FIGURES AND
MACHINE STRUCTURE
FOR DESIGN OF
MACHINE PARAMETERS
FOR VIDEOS AND
OTHER STUFFS
TABLE
TABLE OF CONTENTS
POINTS
DIECASTING
SCOPE WIDE
SCOPE EXPLANATION
AUTOMATION IN DIE CASTING
TYPES OF DIE CASTING
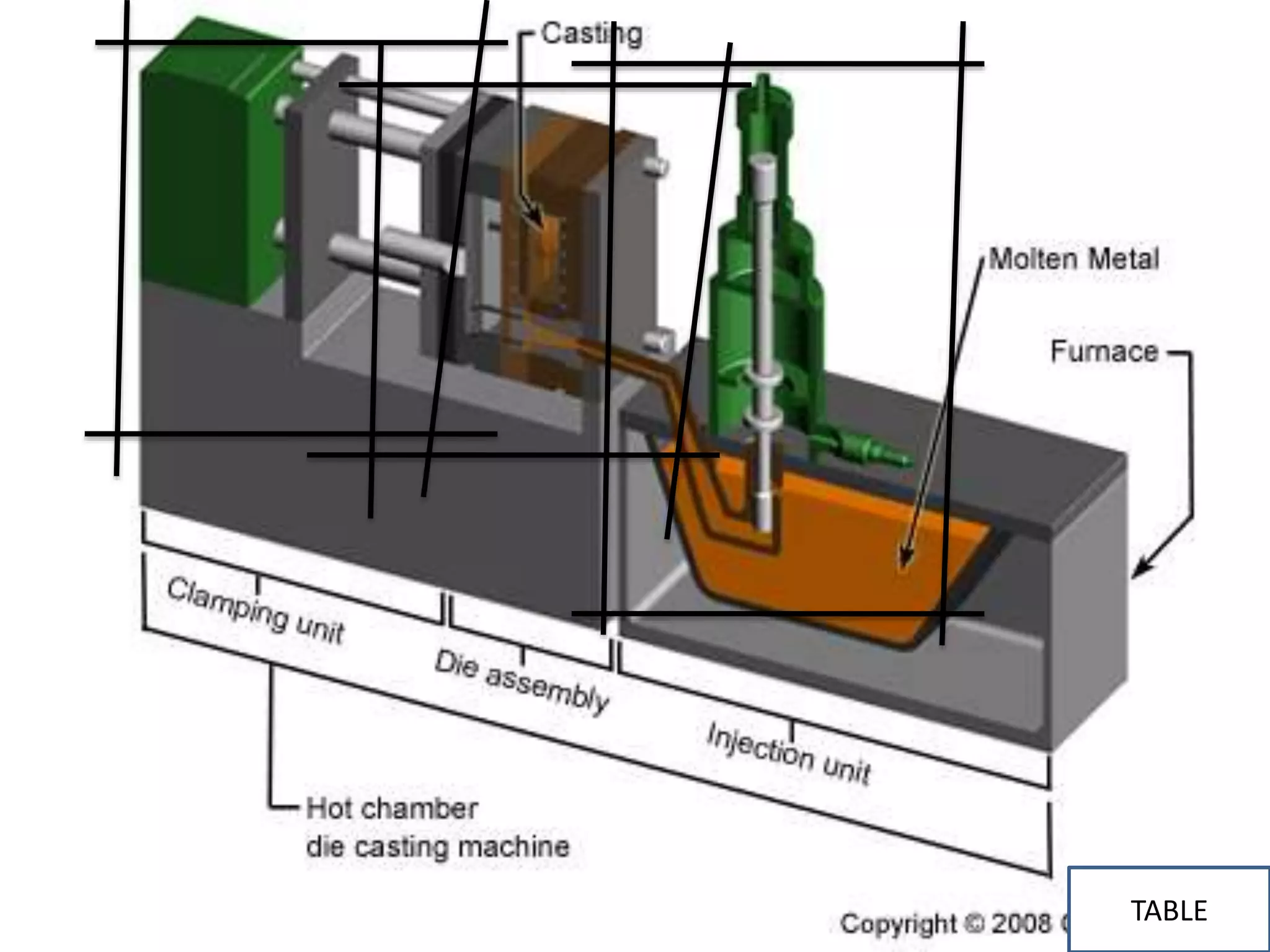
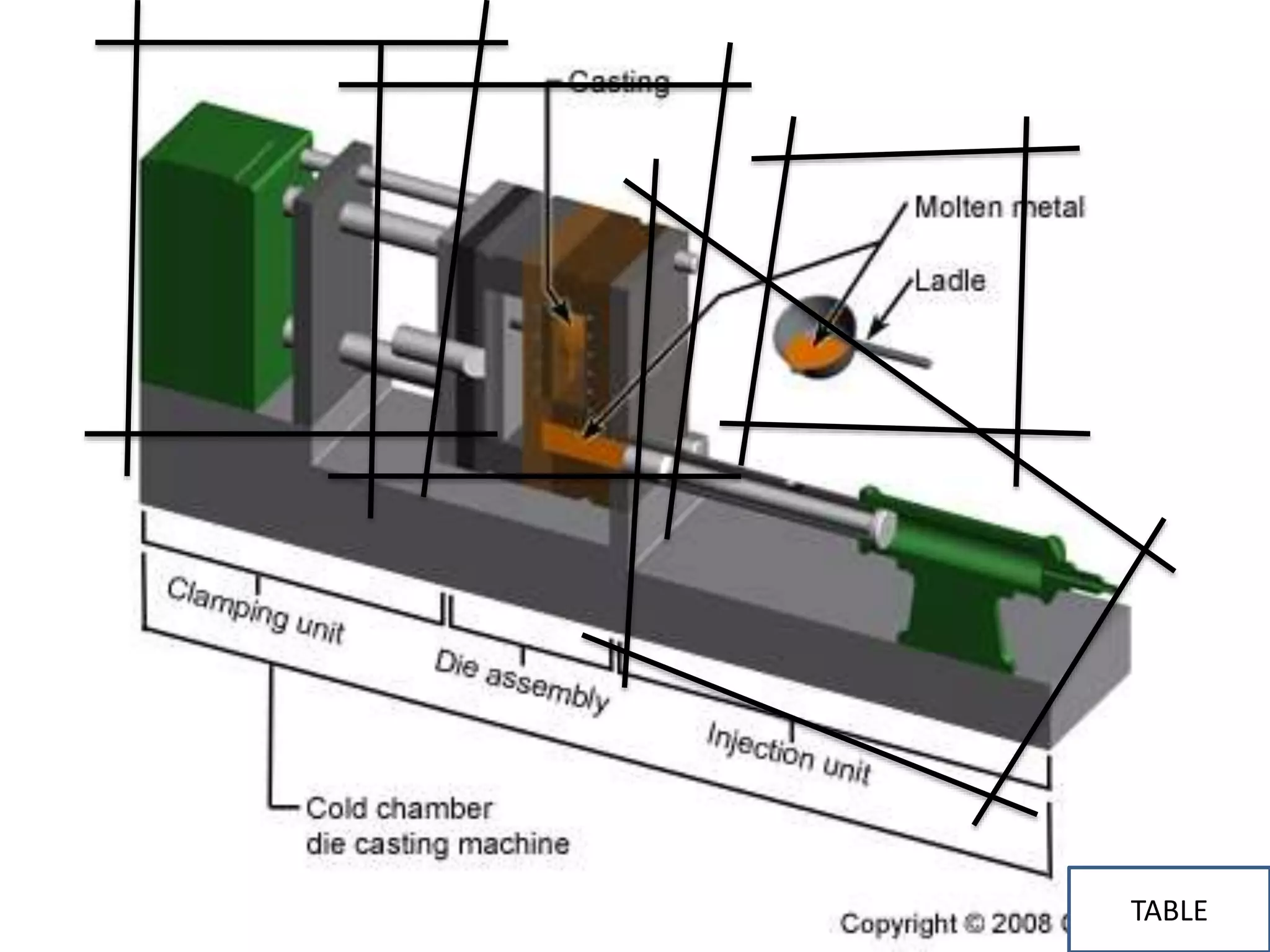
FULL VIEW MACHINE
FRAGMENTATION IN DIE CASTING MACHINES
DIFFERENCE
COMPONETS OF MACHINE
COMPONENTS OF MACHINE EXPLANATION
CIRCUIT DIAGRAM
PROCESS CYCLE
DIE CASTING PARTS
DEFECTS
ADVANTAGES OF AUTOMATION
PROBLEMS FACED IN INDUSTRY
MANUFACTURERS
DEVELOPMENT
VIDEO
REFERENCES