PRESSURE DIE CASTING
Die casting is a metal casting process that is characterized by
forcing molten metal under high pressure into a mould cavity.
The mold cavity is created using two hardened tool steel dies which
have been machined into shape and work similarly to an injection
mold during the process.
the pressure die casting process consists of injecting under high
pressure a molten metal alloy into a steel mold (or tool). This gets
solidified rapidly (from milliseconds to a few seconds) to form a net
shaped component. It is then automatically extracted.
For example, Carburettor body made by aluminum alloys
4.
WORKING
In Pressuredie casting, the die consists of two parts. One called the
stationary half or cover die which is fixed to the diecasting machine.
The second part called the moving half or ejector die is moved out for
the extraction of the casting.
The casting cycle starts when the two parts of the die are apart. The
lubricant is sprayed on the die cavity manually or by the auto
lubrication system so that the casting will not stick to the die. The
two die halves are closed and clamped. The required amount of metal
is injected into the die. After the casting is solidified under pressure
the die is opened and the casting is ejected.
The die casting die needs to have the provision of ejectors to push
the casting after it gets solidified . It will also have cooling channels
to extract the heat of the molten metal to maintain proper die
temperature.
5.
The diecasting machines are of two types:
● Hot chamber die casting
● Cold chamber die casting
The main difference between these two types is that in hot chamber, the
holding furnace for the liquid metal is integral with the die casting
machine, whereas in the cold chamber machine, the metal is mehed in a
separate furnace and then poured into the die casting machine with a
ladle for each casting cycle which u also called ‘shot’
6.
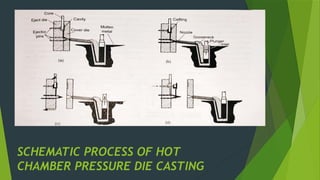
HOT CHAMBER PRESSUREDIE
CASTING
The hot-chamber process is applicable only for zinc and other low melting
point alloys that does not affect and erode metal pots cylinders and plungers.
The workings of a hot chamber process goes like this. The molten metal for
casting is placed in the holding furnace at the required temperature adjacent
to(sometimes as part of the machine itself) the machine. The injection
mechanism is placed within the holding furnace and most of its part is in
constant touch with the molten metal. When pressure is transmitted by the
injection piston, the metal is forced through the gooseneck into the die. On
the return stroke, the metal is drawn towards the gooseneck for the next shot.
This process ensures minimum contact between air and the metal to be
injected. The tendency for entrainment of air in the metal during injection is
also minimised.
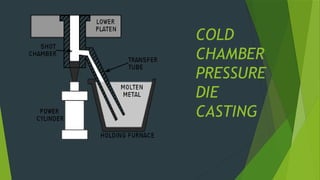
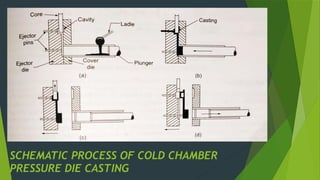
COLD CHAMBER PRESSUREDIE CASTING
The difference of this process with the hot-chamber process is that
the injection system is not submerged in molten metal. On the
contrary, metal gets transferred by ladle, manually or automatically,
to the shot sleeve. The metal is pushed into the die by a hydraulically
operated plunger. This process minimises the contact time between
the injector components and the molten metal. Which extends the
life of the components. However the entrainment of air into the
metal generally associated with high-speed injection can cause gas
porosity in the castings. In the cold chamber machine, injection
pressures over 10,000 psi or 70,000 KPa is obtainable. Generally steel
castings along with aluminium and copper based alloys are produced
by this method.
ADVANTAGES
Die castingis an economical process for large scale production
Because of the use of the movable cores, it is possible to obtain fairly
complex castings than that feasible by permanent mould casting.
Very small thicknesses can be easily filled because the filled because the
liquid metal is injected at high pressure.
Inserts can be readily cast in place
Reduces or eliminates secondary machining operations.
Die casting fluid length is unaffected by solidification range, unlike
permanent molds, sand castings, and other types.
Corrosion rates for die castings are slower than those for sand castings due
to the smoother surface of the die castings.
13.
LIMITATIONS
The maximumsize of the casting is limited.The normal sizes are less
than 4Kg with a maximum of the order of 15Kg because of the limitation
on the machine capacity.
The process is limited to high-fluidity metals. Increased scrap rates can
be caused by fluidity failure, and scrap costs in die casting are high.
Die casting involves a large number of parts, so questions of
repeatability are particularly important.
The air in the die cavity gets trapped inside the casting and is therefore
a problem often with the die castings.
The dies and the machines are very expensive and therefore, economy
in production is possible only when large quantities are produced
14.
APPLICATIONS
Automotive partslike wheels, blocks, cylinder heads, manifolds etc.
Aerospace castings.
Electric motor housings.
Kitchen ware such as pressure cooker.
Cabinets for the electronics industry.
General hardware appliances, pump parts, plumbing parts.